OPTECH CONSULTING
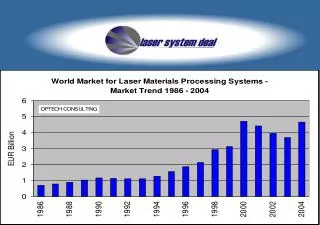
OPTECH CONSULTING. OPTECH CONSULTING. OPTECH CONSULTING. World Market for Laser Materials Processing Systems - Growth Rates 2004, 2005. 2004 Growth Rate: + 27% - Laser Macro Processing: + 23% - Laser Micro Processing: + 42% Growth Rates for market measured in Euro.

OPTECH CONSULTING
E N D
Presentation Transcript
World Market for Laser Materials Processing Systems - Growth Rates 2004, 2005 2004 Growth Rate: + 27% - Laser Macro Processing: + 23% - Laser Micro Processing: + 42% Growth Rates for market measured in Euro. 2004 World Market Volume: - Laser Macro Processing: EUR 3.45 Billion - Laser Micro Processing: EUR 1.20 Billion Expected 2005 Growth Rate (estimate May 2005): -5% … +5% OPTECH CONSULTING
www.laserdeal.com OPTECH CONSULTING
Laser Macro Processing Applications Cutting Welding Drilling Surface Treatment Marking, Coding Desk Top Manufacturing Laser Processes in the Tool & Die Industry Plastics Welding Laser Structuring … OPTECH CONSULTING
www.laserdeal.com Investing in a Laser Cutting System www.laserdeal.com Financing/Depreciation Material/Variable Costs Company/Fixed Costs/Personnel Profit
Choosing the optimal system: Quality Price Financing/Depreciation Processing time Material/Variable Costs Company/Fixed Costs/Personnel Profit Orders p. Unit of Time
Frequency Main Material thick-ness Thickness [mm] 10 15 20 0 5 Sheet thickness and Materials Steel [O2] 75 % Stainless [N2] 18 % Aluminum [N2] 7 % 2 – 6mm
Productivity I:Optimizing the Investment Cutting Comparison
5.2kW 4.4kW 3.0kW 2.2kW Electrical Power & Wear and Tear as little as possible
v in m/s 30m/s 17m/s t in s 1 s Acceleration is more important than maximum speed! Workpiece time:Speed vs. Dynamic
v in m/s 30m/s Axis speed (m/min.) 17m/s t in s 200 1 s 120 10 t [s] Start 20 10 30 Start End
v in m/s 30m/s 17m/s t in s 1 s Axis speed (m/min.) Start End 200 120 10 t [s] Start 20 10 30
www.laserdeal.com High Acceleration with DHM • High acceleration Direct Helical Motor (DHM) • Without external cooling • With impulse decoupling • With direct measuring Spindle „X“ Cutting wagon Spindle „Y“ Metal Sheet Machine
Mirror Process quality:Beam conditioning & ARC Laser beam Divergent light: Beam quality changes
Process quality: Beam Conditioning & ARC Same Diameter (X2) optimal Laser Cut Thick metal & high-power Laser:
www.laserdeal.com • Laser beam - • 25mm 22mm 20mm 18mm 16mm Results ARC, example on steel 20 mm Optimal beam: Diameter 21 mm Differences influence cut quality ARC: best quality,all materials and thickness
Component time II: Cutting technologies and piercing Bow positioning: -overlaps the moving running time-considers the cutting direction -reduces positioning time -protects the machine
Component time II: Cutting technologies and piercing conventional piercing in metal > 8mm • constant laser performance defined piercing time • Oil fog and blow away of scraps • Large penetration hole • Material heats up
Component time II: Cutting technologies and piercing CPP: Controlled Pulsed Piercing • Controlled Pulsed Piercing • Cuts directly after piercing • Reduces the size of the initial hole • Reduces scraps • Reduces heat affected areas • Time and process optimized piercing (Automation)
Component time II: Cutting technologies and piercing • Total Piercing Time = 2s • Piercing (Oil fog 0.3s / Piercing 0.6s / Vertical Blowing 0.9s/ Lifting & Lowering 0.2s) • Diameter of the initial hole = 4mm • Total Piercing Time = 1s • Diameter of the initial hole = 1mm Piercing with CPP (Controlled Pulsed Piercing):
CutControl Mirror Lens Nozzle I I 8mm 0.6-2mm Metal sheet 1. Step: 2. Step:
Component time II: Cutting technologies and piercing ① Reduced Positioned Drive② Piercing, „LeadIn“-Drive③ Cutting Parameters LeadIn: • less head • improved cutting quality • „LeadIn“ reduces piece time up to 35 %
LeadIn: • Steel, 6mm: • “Standard” : 70s • LeadIn : 50s • Time Advantage = 30% • Steel, 8mm: • “Standard”: 109s • LeadIn : 76s • Time Advantage = 30%
Steel: 1mm • Diameter: 2mm • Distance: 3mm • Highly Dynamic & „smooth“ • Well-tuned combination of leading technologies: • Machine • CNC • Drive technology & Servo • Laser steering • Programm Software • 600 holes/min. (punching holes?)
Piece Time III:Knowing the Technologies • Steel: 1mm • Metal: 1 mm • Highly Dynamic and „smooth“ Well-tuned combination of leading technologies: Machine, CNC, Drive Technology including Power Electronic,Laser steering, Programm Software Cutting of 330 holes / min. (Punch Application?)
Optimal System: Quality Price Financing/Depreciation Processing time Material/Variable Costs Company/Fixed Costs/Personnel Profit Order per component time
Laser Bridge Sheet on cutting table Flying Optics • Stationary Laser • Constantly moving mass • Workpiece (large) steady • No clamping • Continuous cutting • Less floor space
www.laserdeal.com Process Gas: I Lens O2, N2, Ar, ... Nozzle Laser beam Workpiece Laser Cutting
Cutting small and oversize parts- no pratical parts limitationEfficient machine space utilisationConsistent cutting quality over the entire working area Working area - vertical cutting Y - axis, transver up to 5 meter in width X - axis, longitudinal pratical no limitation in length Z - axis, movement in height 260 mm Working area - vertical / bevel cutting - axis, transversal up to 4.5 meter C - axis 360 ° infinity rotating A - axis + / - 45 °
PLC - Handling • Material flow • Visualization + manual control of • exchange table • sheet loader • ByTrans • tube loader
PLC - Store • Automatic sheet supply • Automatic restoring of cut parts • Visualization and manual control of • Sheet extraction • Sheet restoring • Restoring of cut sheets • Communication ByStore
www.laserdeal.com FMS requires • Good laser and beam delivery • Fast and dynamic machine and CNC • Efficient material handling • Process oriented programming software Flexible - Manufacturing - System
79,4% 78,7% 3,4% 3,4% 1,5% 0,6% 1,3% 1,3% 15,1% 15,2% Plate thickness 3 mm Plate thickness 12 mm Machine costs and overhead Labor costs Laser gas Cutting gas Electricity Bild 1
75,3% 71,6% 3,3% 3,1% 5,8% 10,4% 1,2% 1,1% 14,5% 13,7% Plate thickness 3 mm Plate thickness 6 mm Machine costs and overhead Laser gas Labour costs Cutting gas Electricity Bild 2
www.laserdeal.com 2,5 Cutting costs [€/m] 2 1,5 O2 2.5 1 O2 3.5 0,5 Plate thick-ness mm 0 0 2 4 6 8 10
Cost accounting LASER-Cutting System Investment E 600.000,- from RV 1 shift 2 shifts 3 shifts Machine hourly net rate 152,85 84,00 61,07 Manufacturing costs rate 187,85 123,00 101,07 Investment E 400.000,- from RV 1 shift 2 shifts 3 shifts Machine hourly net rate 106,27 59,01 43,25 Manufacturing costs rate 141,27 98,01 83,25 Investment E 200.000,- from RV 1 shift 2 shifts 3 shifts Machine hourly net rate 59,70 33,39 25,45 Manufacturing costs rate 94,70 72,99 65,45 Investment E 100.000,- from RV 1 shift 2 shifts 3 shifts Machine hourly net rate 36,39 21,51 16,54 Manufacturing costs rate 71,39 60,51 56,54
Uncomplicated start in a new technology or reasonable production extension • Arguments pro: • lower manufacturing costs (see example cost accounting) • lower initial investment • cost effectiveness even in one production shift • output peaks can be worked off in-house, thus no need for outsourcing, no logistic delivery problems • installation of a more effective system for rise in output for meeting new material processing requirements • comprehensive service from one source, servicing machines of several manufacturers. We are your partner for service, modernization and resale!
Arguments con: • higher energy costs for older lasers and machines and higher maintenance costs • no guarantees like with new systems • parameters differ from initial performance • machines are not state-of-the-art But, Laser System Dealoffers, if desired, machine overhaul and maintenance, and also production warranty for 2000 hrs. or 6 months!
We do everything necessary to make your cutting system reliable. Have confidence in us, a business partner whose Service Technicians have installed more than 150 machines! • We can improve your laser processing results by: • replacing mechanical parts and optice • reworking of all the NC-axes • cleaning and painting • running acceptance tests You will produce higher quality after the Laser System Deal service!
www.laserdeal.com • Qualification brings efficiency, efficiency brings profit • Why training? • economic, laser specific PC-programming • saving on material and cutting time • application optimization • maintenance and problem finding by your own personnel • the operator masters the machine after being trained by us • Your operator identifies himself with the job and works on his own!
Conclusions • Laser technology has matured and shows continuous rapid growth • Proven tool for modern industrial sheet metal fabrication • Precision and quality • Beneficial side-effects reduce costs Laser technology for higher profit
Thank you for your interest! Contact: Laser System Deal, www.laserdeal.com E-mail: h.d.ruebcke@web.de Postal address: Bgm. Schallenkammer Weg 7, D-82402 Seeshaupt, Germany