November 7, 2007
490 likes | 944 Vues
The Strategy & Tactic tree Consumer Goods Viable Vision implementations. Version 31 This Strategic and Tactic Tree is posted publicly with permission of Eli Goldratt for the benefit of all. James R. Holt, Ph. D., PE jholt@wsu.edu. November 7, 2007. © Goldratt Consulting. Capitalize.

November 7, 2007
E N D
Presentation Transcript
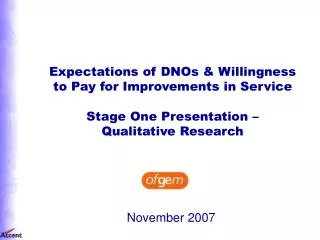
The Strategy & Tactic tree Consumer Goods Viable Vision implementations Version 31 This Strategic and Tactic Tree is posted publicly with permission of Eli Goldratt for the benefit of all. James R. Holt, Ph. D., PEjholt@wsu.edu November 7, 2007 © Goldratt Consulting
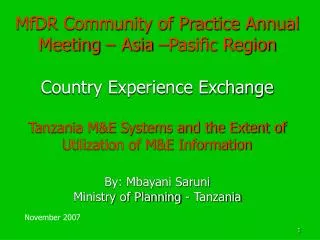
Capitalize Build Capitalize Build Sustain 3:1 Produceto Availability 3:2 Proposal Design 3:3 Inventory Turns Selling 3:4 Expand Client base 3:7 TPS Selling 3:8 TPS Enhancement 3:6 Ensure High TPS 3:5 Capacity Elevation Consumer Goods S&T 1 Viable Vision Base Growth Enhanced Growth 2:1 Inventory Turns Comp. edge 2:2 TPS Comp. edge
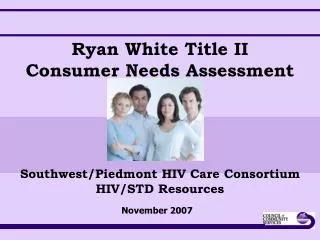
Sustain 4:11 Choking the release 4:12 Managing priorities 4:13 Dealing with CCRs 4:14 Arranging for warehouse(s) 4:15 Building initial inventories 4:16 Replenishing 4:17 Managingproductionpriorities 4:18 Keeping correct inventory levels 3:5 Capacity Elevation Consumer Goods S&T 1 Viable Vision Base Growth 2:1 Inventory Turns Comp. edge Capitalize Build 3:1 Produceto Availability 3:2 Proposal Design 3:3 Inventory Turns Selling 3:4 Expand Client base
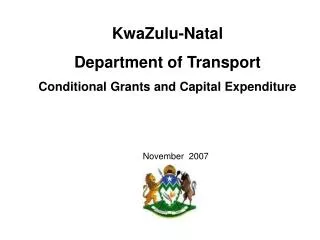
Sustain 3:5 Capacity Elevation 4:21 Target market definition 4:22 Detailed offer design Consumer Goods S&T 1 Viable Vision Base Growth 2:1 Inventory Turns Comp. edge Capitalize Build 3:1 Produceto Availability 3:2 Proposal Design 3:3 Inventory Turns Selling 3:4 Expand Client base
Sustain 3:5 Capacity Elevation 4:31 Suitable sales force 4:32 Sales process design 4:33 Sales execution Consumer Goods S&T 1 Viable Vision Base Growth 2:1 Inventory Turns Comp. edge Capitalize Build 3:1 Produceto Availability 3:2 Proposal Design 3:3 Inventory Turns Selling 3:4 Expand Client base
Sustain 3:5 Capacity Elevation Consumer Goods S&T 1 Viable Vision Base Growth 2:1 Inventory Turns Comp. edge Capitalize Build 3:1 Produceto Availability 3:2 Proposal Design 3:3 Inventory Turns Selling 3:4 Expand Client base 4:41 Leads generation 4:42 Pipeline manag.
Sustain 3:5 Capacity Elevation 4:51 Monitoring capacity 4:52 Expanding capacity Consumer Goods S&T 1 Viable Vision Base Growth 2:1 Inventory Turns Comp. edge Capitalize Build 3:1 Produceto Availability 3:2 Proposal Design 3:3 Inventory Turns Selling 3:4 Expand Client base
Build 3:6 Ensure High TPS 4:61 TPS parameters 4:62 Exchange mechanism Consumer Goods S&T 1 Viable Vision Enhanced Growth 2:1 Throughput/Shelf Comp. edge Capitalize 3:7 TPS Selling 3:8 TPS Enhancement
Build 3:6 Ensure High TPS 4:73 Sales execution 4:71 TPS target prospects 4:72 TPS offer design Consumer Goods S&T 1 Viable Vision Enhanced Growth 2:1 Throughput/Shelf Comp. edge Capitalize 3:7 TPS Selling 3:8 TPS Enhancement
Build 3:6 Ensure High TPS Consumer Goods S&T 1 Viable Vision Enhanced Growth 2:1 Throughput/Shelf Comp. edge Capitalize 3:7 TPS Selling 3:8 TPS Enhancement
Viable Vision 1 (The Company is solidly on POOGI) Viable Vision is realized in 4 years or less. Strategy For the Company to realize the VV its T must grow (and continue to grow) much faster than OE. Exhausting the Company 's resources and/or taking too high risks severely endangers the chance of reaching the VV. Parallel assumptions Build a decisive competitive edge and the capabilities to capitalize on it, on big enough markets without exhausting the Company 's resources and without taking real risks. Tactic The way to have a decisive competitive edge is to satisfy a client’s significant need to an extent that no significant competitor can. Sufficient assumptions
Inventory Turns Comp. Edge 2:1 Necessary assumptions When most cash is tied up in inventory and availability is still an issue, improving inventory turns is a client’s significant need. A decisive competitive edge is gained by providing a "partnership" that delivers superior inventory turns (better availability coupled with substantially reduced inventories), when all other parameters remain the same. Strategy Switching from a forecast driven mode of operation to a consumption driven mode of operation increases dramatically inventory turns (reduces shortages while reducing inventories). Parallel assumptions Tactic The Company develops the capabilities to successfully implement with enough clients a “partnership” that is based on supply according to consumption. Sufficient assumptions Building a decisive competitive edge is not easy; building the capabilities to capitalize on it is not less difficult. But, sustaining these two elements is the real challenge.
Supply Consumption Time Order L.T. Production L.T. Transport L.T. The effect of Order lead time Inventory time What is changed when replenishing to demand? Where is the re-ordering point?
TPS Comp. Edge 2:2 Necessary assumptions When display is limited and has a major impact on sales, Throughput Per Shelf (TPS) is important to the extent that ensuring an acceptable TPS and increasing TPS are both clients' significant needs. To rapidly achieve the VV it behooves the Company to capitalize on that fact. A decisive competitive edge is gained by providing a partnership that secures the clients an increase in TPS and provides a realistic chance of sharing in a much higher increase. Strategy Parallel assumptions When the portfolio of products offered is dictated solely according to actual demand, TPS increases significantly. The Company develops the capabilities to successfully implement with enough clients a partnership that is based on managing the shelves solely according to demand, guaranteeing a minimum increase in TPS and sharing the upside. Tactic Sufficient assumptions When the increase in TPS is guaranteed to be higher (by e.g. 10%) it is relatively easy to create and sustain win-win partnerships.
Produce to Availability 3:1 Supplying according to consumption requires production and distribution capabilities which most companies do not have (being able to satisfy demand, which is composed mainly of very small quantities, reliably and within a short lead time). Necessary assumptions The company always has, in its warehouses, enough inventory to satisfy immediately any reasonable demand. Strategy When operations is guided by actual daily consumption rather than batched orders, S-DBR with Pull Distribution (accompanied by their respective Buffer Management) enables operations to provide high availability with relatively low finished goods inventories (while exposing substantial excess capacity). Parallel assumptions The company implements S-DBR and pull distribution and maintains appropriate inventories in the warehouses. Only when excellent DDP is achieved (on the on-going business), and enough protective capacity is secured, is the green light given to sales to close pilot replenishment deals. Offering replenishment “partnerships” should start much earlier since the lead time to get contracts might be long. Actual delivery should start only when the appropriate warehouses (including plant warehouse) holds the appropriate inventory levels. Tactic The mentality of eagerly accepting any reasonable order might stand in the way of building a system which is based on a decisive competitive edge. Sufficient Assumption
Proposal Design 3:2 The clients are extremely price sensitive but they are also eager to increase, substantially, their inventory turns. The Company should not waste the opportunity to get bonuses (retroactive price increases) based on actual dramatic increases in inventory turns. Necessary assumptions The Company establishes it’s “partnerships” on the understanding that it will also benefit from the resulting increase in inventory turns. The points of delivery (CDC, RDC or shops) are negotiated according to the inventory turns bonuses and the required increase in OE and investment. Strategy • The internal logistic of most clients (from CDC to RDC to shop) is also based on batching. • Many clients will entertain (some will encourage) the possibility of a supplier delivering directly to RDC or even the shops. • There are logistics companies that provide the service of warehousing and delivering according to their clients instructions. Parallel assumptions The Company gathers the information and develops the knowledge required to build sound proposals which are also based on substantial inventory-turns bonuses. Tactic
Proposal Design 3:2 The paradigm of conventional sale (as oppose to the paradigm of business deals) is dominating not just the sales force but also the sales offers. Sufficient assumptions
Inventory Turns Selling 3:3 Necessary assumptions Conventional sales methods are not effective enough to capitalize on a competitive edge that stems from anything other than the product itself. Strategy The sales force is professional at selling a “business deal.” Parallel assumptions It is possible to switch enough sales people from the conventional mode of selling products to the very different mode of selling business deals. Tactic Proper time and training is invested to re-train the sales force. To ensure that a complicated, large task can be performed on “mass production” scale, art should be turned into robust processes. Sufficient assumptions
3:4 Expand Client Base Necessary assumptions A well presented excellent business deal results in a very high hit ratio (>80%) and most sales organizations do not know how to deal effectively with a high number of good prospects. The Company is capable of bringing in a rapidly growing number of new clients. Strategy Parallel assumptions The know how of how to generate leads, monitor and control a sales funnel exists (it was fully developed in industries where there are no repetitive sales). The Company implements the mechanisms to generate leads, monitor, support and effectively control their sales funnel (new clients). Tactic When quantities increase by an order of magnitude, it is not enough to increase capacity. New processes (of support, control and measurement) are usually needed. Sufficient assumptions
Capacity Elevation 3:5 When sales are growing a permanent bottleneck may appear. Existence of a bottleneck ensures that stocks will be depleted and then shortages are unavoidable. Necessary assumptions The Company's partnerships are never endangered by the emergence of a bottleneck. Strategy Parallel assumptions Profits increase when additional sales are gained for just an increase in direct labor. After some time the first actions toward the VV bring the Company to be cash rich. At that stage the load of additional investments in equipment is not a barrier. A mechanism is in place to rapidly open the capacity (labor and even equipment) when protective capacity is reduced to the extent that the performance to non-replenishment clients starts to erode. Tactic Too often companies capacity expansions resemble playing a Russian roulette (making large long terms commitments based on vague knowledge of probability, amount, and timing of need). Sufficient assumptions
Ensure High TPS 3:6 Necessary assumptions Guaranteeing minimum TPS and not reaching it may bring the Company to its knees. The Company enters a TPS partnership only when the chances to lose are slim to none. Strategy The resulting increase in TPS of the improved replenishment can be checked in replenishment “partnerships” and the parameters that impact the change in TPS can be identified. The negative impact on TPS of keeping slow movers is significant. Parallel assumptions The Company develops the capabilities to alter the product portfolio according to the daily data consumption obtained from the client (removal of products) and the data obtained from all shops in the region (addition of products), and is careful to sign a TPS partnership agreement only when the guaranteed level is expected without it. Tactic There are no external obstacles standing in the way of preparing for a TPS based business. Sufficient assumptions
TPS Selling 3:7 Necessary assumptions Even when a person knows how to sell a “business deal” s/he will fail when s/he is unfamiliar with the details of the deal. The Company’s sales force is proficient at selling the TPS partnership offer. Strategy Parallel assumptions It is (barely) possible to restrain a sales force from over-using a winning sales offer. The sales force is trained and monitored in how and when (not) to present the TPS partnership offer. Tactic To ensure that a complicated, large task can be performed on “mass production” scale, art should be turned into robust processes. Sufficient assumptions
TPS Enhancement 3:8 Necessary assumptions The impact on profit of increased TPS is so big that the Company should not waste any real opportunity to increase TPS. For many TPS partnerships the Company has the ability to increase traffic in the shop (department) due to new collections it offers frequently. Strategy The number of SKUs which are displayed in a shop is small compared to the number available in the Company’s plant warehouse (SKUs which are contractually dedicated to a particular chain are not available) . Parallel assumptions The Company develops the ability to prudently introduce new collections in the shops of its TPS partners. Tactic
Choking the Release 4:11 Having too many orders on the shop floor masks priorities, promotes local optima behavior and therefore prolongs the lead-time and significantly disrupts due-date-performance (DDP). Necessary assumptions Strategy The shop floor is populated ONLY with orders that have to be filled within a predefined horizon. • In traditionally run plants touch time is a very small fraction (<10%) of the lead time. • Vast experience shows that, in traditionally run plants, restricting the release of materials, to be just half the current lead time before the corresponding due date, leads only to good results and to no negative ramifications* (lead time shrinks to less than half, DDP improves considerably, throughput goes up and excess capacity is revealed). These results are achieved irrespective of whether or not a bottleneck exists. * Except for environments which are dominated by heavily dependent set-up matrixes. Those environments have to be dealt in a different way. Parallel assumptions
Choking the Release 4:11 Per each product family, a production buffer time is set to be equal to 50% of the current lead-time. Orders are released to the floor only production buffer time before their committed due-date (excessive WIP is frozen until its time arrives according to the above rule). WARNING: The improved performance makes it relatively easy to increase regular sales. Regular orders should be restricted to, maximum, their previous level. Otherwise, protective capacity is not ensured and therefore the movement towards, the much better “partnerships” sales, can not start. Tactic
Managing the priorities 4:12 Hectic priorities (hot, red-hot and do-it-NOW) cause chaos on the floor. Even when material release is properly choked, not having a priority system can cause some orders to still be late. Necessary assumptions Strategy The shop floor is governed by a simple, yet robust, priority system. Vast experience has shown that Buffer Management* is a robust priority system that leads to even better DDP. *BM is setting priorities (three color code system) only according to the degree the buffer-time is consumed. Parallel assumptions Tactic Buffer Management is the ONLY priority system used on the shop floor.
Dealing with CCRs 4:13 In make for availability environments having sufficient protective capacity is essential for securing good service . Because: 1. There is no flexibility in time of delivery (delivery is immediate upon demand) and quantities required may go up without pre warning. 2. when protective capacity falls below 10%, replenishment lead time increases, which necessitate increasing the inventories which further reduces the protective capacity. Devastating spiral may occur. Necessary assumptions Strategy There is enough protective capacity. • If a CCR exists work-in-process piles up in front of it. When materials release is restricted, the only work centers that have work-in-process piling up in front of them are the CCRs. • In most of the cases additional capacity can be exposed by simple means like: - Ensuring that CCRs do not take lunch or shift change breaks, - Offloading work from the CCRs to less “effective” work centers that have ample excess capacity, - Using LEAN techniques to shrink the set-up time on the CCRs, - Giving overtime approval for the CCRs, etc. Parallel assumptions
Dealing with CCRs 4:13 Tactic CCRs are identified and effectively removed to the extent that the most loaded resource has at least 20% protective capacity. More than 20% is needed when the first “partnerships” clients are new clients.
Arranging for warehouse(s) 4:14 The longer the replenishment time to the client, the higher are the inventories that the client has to hold and the higher is the risk for shortages. Even when production lead-times are shorten they are still significant. Many times, transportation time from the plant to the client is significant. Necessary assumptions Warehouse(s) are used to enable the replenishment lead-time, to a “partnership,” to be extremely short. Strategy Holding the right inventories at a warehouse reduces the replenishment time downstream to be only transportation time from the warehouse. (A plant warehouse decouples the production lead-time from the transportation lead-time. A regional warehouse decouples the transportation time to the warehouse from the replenishment time to the client). Parallel assumptions Tactic The company arranges for proper space for the plant warehouse, and if needed secure warehouse space (and handling) in the appropriate regions.
Building Initial Inventories 4:15 Necessary assumptions Having too much inventories in the warehouse can easily drain the company’s cash. Having too little inventory in the warehouse guarantees bad service to clients (ruin the competitive edge) The company holds, in its warehouses, relatively small amount of inventories which are appropriate to start servicing the “partnerships.” Strategy • The right amount of inventory is equal to consumption within the replenishment time, factored for variability. • The shorter the replenishment time the smaller is variability. The greater the aggregation the smaller is variability. • - The replenishment time is equal to order lead time plus supply lead time. • - The client supplying the daily consumption data reduces the order lead time to just one day. • Having the plant warehouse ensures highest aggregation, and reduces dramatically the replenishment time to down stream points. • - Cutting the production lead time shrinks the supply lead time to the plant warehouse. Parallel assumptions
Building Initial Inventories 4:15 • - Sales provides the input from the signed “partnerships” (the required SKUs and the expected consumption rate for each). • Initial inventory targets are set according to replenishment time (production buffer for plant warehouse, transportation time for regional warehouse). • For the initial inventories, orders are created with due dates based only on the excess capacity. (also in the future, buildups of initial inventories are only built from protective capacity). • - Based on those dates, Sales inform the client when the service is expected to start. • Important note: If the company already has its distribution warehouses, inventory targets are recalculated and all open orders are reexamined accordingly. Failing to do so may inflate the system with excess inventories and drain the cash of the company. This should be done immediately after step 4.11 had been successfully launched. • See Necessary-But-Not-Sufficient Chapter 17. Tactic
Replenishing 4:16 It is not enough to set the system to supply for consumption (rather than forecast), it has also to operate accordingly. Necessary assumptions Shipping to a down stream point is done only based on replenishment to consumption (pure pull). Strategy Today's technology enables (in most cases) the consumption data to be transferred up stream on a daily basis. To reduce costs, the timing of replenishment may be delayed by a day or two to ensure, almost, full truck loads (different SKUs are sent in the same truck). To prevent too much hassle on the shop floor production work orders may be rounded up to ensure reasonable (still small) batch sizes. Parallel assumptions Shipments or production orders are triggered only to replenish a consumption from a downstream point, (modified according to minimal batch sizes/full truck considerations). Tactic
Managing production priorities 4:17 The consumption is subject to variability. Therefore while a replenishment order is still on the production floor the need for the product may abruptly change. Necessary assumptions Strategy The shop floor priority system reflects the current need for the product. • For the shop floor, it is important that an order will have a priority color. How the priority color has been set is irrelevant for the shop floor. • Nothing prevents determining the priority color of an order according to the current color of the corresponding SKU in the warehouse (taking into account other already released orders for the same SKU). Parallel assumptions Tactic Production order is launched immediately upon a consumption from the plant warehouse (adjusted to minimum batch if required). An order’s priority color follows the color of the corresponding inventory in the plant warehouse (taking into account other already released orders for the same SKU). The three color code system of the Buffer Management (BM) is the ONLY priority system used on the shop floor
Keeping correct inventory levels 4:18 With time consumption rates are changing (even Murphy and replenishment times may change). The initial inventory targets may not be suitable. Necessary assumptions The target levels of inventories held at the various locations are continuously monitored and when needed are suitably modified. Strategy Buffer Management in Distribution is a robust mechanism that enables adjustment of inventory targets, according to the actual level of availability, ensuring relatively low levels of inventory coupled with high availability. Parallel assumptions Tactic Buffer Management in distribution is the system used to monitor and modify the target levels of inventory in the various locations (and for expediting decisions). An increase in target inventory triggers the same chain of actions as consumption.
4:21 Target Market Definition Necessary assumptions Pursuing wrong prospects is not just a waste of valuable resources (money, sales capacity, time...) it can lead to the "conclusion" that the direction is invalid. Sales people know which prospects are most suitable for the inventory turns offer. Strategy • The higher the number of relevant SKUs (the greater the surpluses of slower-movers and shortages of faster-movers) the more attractive the company’s offer. • The higher the prospect’s mark-up the higher their gains. • The lower the current inventory turns the more room for improvement • The higher the correlation between the geographic spread of retail and the area the company already serves, the lower the additional efforts to provide the service. • Supplying to the shops (as oppose to supplying the central warehouse) provides the base for the next jump in performance – the TPS offer and enables much higher inventory turns (but increases efforts to service). Parallel assumptions • A team is empowered to identify and priorities prospects according to the following criteria: • The number of relevant SKU the retailers are dealing with. • The Mark up. • The current inventory turns. • The geographical spread of the retail. • The willingness to replenish directly to the shops. • Business conditions (type of products/payment terms/prices etc…) Tactic
4:22 Detailed Offer Design When the details of an offer are not clearly laid out, it is easy to turn even the best sales offer into a mess. When the details of the offer are not constructed to mitigate risks and ensuring benefits (to both clients and the Company) the outcome may be losing many good sales opportunities and/or losing profit margins. Necessary assumptions The Company has a detailed inventory turns offer that provides exceptional benefits to its clients while ensuring that the Company significantly increases its profits. Strategy Parallel assumptions • When… • there is understanding that the offer will increase, substantially, the clients’ inventory turns. And… • the share of benefits (the bonus to the company) starts only at a level of inventory turn increase that is unlikely to be reached otherwise. And… • the bonus payment to the company are dwarfed by the benefits gains by the client. then it will not be difficult for the client to agree on the concept of sharing in the benefits (bonus on inventory turns). A team is empowered to construct the details of the Inventory Turns offer (bonus scheme, points of service and Terms & Conditions), maximizing the benefits (to both the clients and the Company) and minimizing the risks (to both the clients and the Company). Tactic
4:31 Suitable Sales Force For a conventional sale, the sales force must know well the pluses (and minuses) of their products. For a business deal sale, a salesperson must also know well the cause and effects underlying the prospect's environment. Not every person feels comfortable with cause and effect logic. Necessary assumptions The Company has a suitable sale force. Strategy Parallel assumptions Almost every salesperson that feels comfortable with cause and effect logic can be trained to sell a business deal. Tactic The Company dedicates/hires salespeople who possess the attributes for business deal selling.
4:32 Sales Process Design Not having a detailed sales process may lead to suggesting the wrong next step or, even worse, trying to push a prospect to close the deal too soon, which typically results in losing the deal. Necessary assumptions The sales process is detailed to the right steps. Strategy Acquaintance with the clients’ decision process together with the experience of selling a decisive competitive edge offer (gained in VV implementations) can be used to generate a tailored, powerful sales process. Parallel assumptions Define the sales process - what the Company should do, at which stage, how (using standard tools), with whom and by whom in order to bring an identified prospect from “ignorance” to closing a deal. Tactic
4:33 Sales Execution Necessary assumptions Defining a sales process and mastering its execution are not synonymous. Sales people are highly successful at selling the inventory turns deals. Strategy Parallel assumptions "The more you sweat the less you bleed --difficult in preparation, easy in battle" Train, coach and handhold the salespeople in selling the inventory turns offer. Constantly review and improve the processes and their execution. Tactic
4:41 Leads Generation Necessary assumptions When a company is used to bringing in only a few new clients a year, lead generation is mainly based on opportunism. After a short while, the leads that the sales force have are not sufficient to sustain the required rate of growth. There is a sufficient, constant flow of qualified leads waiting to enter the sales pipeline. Strategy Parallel assumptions Having a decisive competitive edge offer opens new possibilities to generate a growing number of leads. The characteristics of a person who can build a good lead-generator are not the same as the characteristics of a good salesperson. Develop and apply a mechanism, which requires less and less of the sales peoples’ capacity, to generate a constant buffer of qualified leads. Tactic
4:42 Pipeline Management An organization that is used to dealing with only a few prospects at a time, is not set to deal with a quantum leap in numbers of opportunities. Wasting, due to lack of proper attention, a prospect that had already expressed a genuine interest, is a crime. Necessary assumptions Strategy Opportunities are not lost due to improper attention. When a resource handles too many opportunities, "Bad Multi Tasking" is unavoidable. Parallel assumptions • Develop and apply a (DBR-BM based) mechanism to: • Choke the release of opportunities from the buffer to the sales pipeline; • Monitor and prioritize opportunities according to the duration of the opportunities in the sales pipeline (duration in each step and overall duration); • Identify major causes for delays/drop-outs and take corrective actions (many times engineering is THE major cause of delay); • Monitor the effectiveness of the offer in the various market segments / product categories to redirect marketing/sales. Tactic
Monitoring capacity 4:51 When there is not enough protective capacity the system may (will) collapse. Because: when there is not enough protective capacity, replenishment time increases. When replenishment time increases target inventories should be increased. When target inventories increase the load on production resources increase. When the load on production resources increase protective capacity decreases. Necessary assumptions The Company always has sufficient protective capacity. Strategy The devastating loop is likely to start when protective capacity falls below 10%. It is relatively easy to monitor the load placed by all orders (excluding order for build of new inventory buffers) and deduce the amount of available protective capacity. It is possible to freeze (for a while) increase in accepted demand without suffering devastating ramifications. Parallel assumptions Tactic The Company constantly monitors the amount of protective capacity available. When it drops below 20% the red flag is raised. When it drops to almost 10% any increase in sales is frozen.
Expanding capacity 4:52 Necessary assumptions • Not knowing how much time it will take to have additional capacity leads to increasing expenses/investments too early or (even worse) too late. • The time from making the decision to open capacity until the additional capacity is available is heavily dependent on the level of preparations (actions that can be taken without any final commitment). Strategy Capacity expansions are timely done. • The knowledge of what type and amount of capacity is needed for the next expansion step is available when operations is run by DBR-BM. • The time and needed preparations to add capacity depend on the type of resource/s needed. • When proper preparations are done, the time from decision to having the additional capacity available is well known. Parallel assumptions Tactic The Company builds the section that is in charge of the capacity elevation program.
TPS parameters 4:61 Necessary assumptions The TPS generated by the replenishment model will vary across various retail scenarios. Not knowing the TPS level the company can safely guarantee may lead to assume high risk of not meeting the target. Salespeople know the lower limit of TPS generated by the replenishment model in the various retail scenarios. Strategy • The retail price is public knowledge and the quantities sold by each store are known as the Company supply to actual demand. Therefore, without asking the clients for information that they regard as confidential, it is possible to monitor the change in TPS resulting from the replenishment service. - Having enough replenishment “partnerships” enables the company to identified and quantify the parameters impacting the differences in TPS levels. Parallel assumptions The Company puts special effort to measures, from the outset, the TPS generated in the various retail scenarios “partnerships” and to identify the parameters impacting the changes (type of products, retail location, display area etc…) Tactic
Exchange mechanism 4:62 Necessary assumptions One of the major causes for considerable lost sales is slow movers’ surpluses taking away display area and sales-force attention from the fast movers and (when cash is tied) delaying replenishment of fast movers to the retail. The cost of taking back slow movers is dwarfed by the increase in sales generated by having the faster movers on the shelf. The company has an exchange mechanism of slow movers with fast movers. Strategy When the client supplies the daily consumption data, it is relatively easy to track the slow movers. Different retailers hold (some) different SKUs. When there are many retailers the company gains rapidly the knowledge of what are the better moving SKUs. Parallel assumptions The Company develops the exchange mechanism of slow movers with fast movers (which type of products can be swapped, when to make the exchange, to which point in the supply chain the slow movers should be taken back, setting up the financial procedures etc…) Tactic
TPS target prospects 4:71 Necessary assumptions TPS offer is easy to sell – not controlling the roll out of an easy to sell offer may lead to commit capacity to lower TPS generating prospects (or worse – may lead the company to take real risks). The salespeople focus on closing TPS deals with high T generating prospects. Strategy Having enough replenishment “partnerships” enables the company to identified and quantify the parameters impacting the differences in TPS levels (type of products, retail location, display area etc …) Parallel assumptions Based on the information gathered, high TPS prospects are identified. The sales managers are coached to direct salespeople efforts to the best fitting cases. Tactic
4:72 TPS offer design When the details of an offer are not clearly laid out, it is easy to turn even the best sales offer into a mess (especially in real partnership deals). When the details of the offer are not constructed to mitigate risks and ensuring benefits (to both clients and the Company) the outcome may be losing many good sales opportunities and/or losing profit margins. Necessary assumptions The Company has a detailed TPS offer that guarantees exceptional benefits to its clients while ensuring that the Company is not taking any real risk. Strategy • To construct a good offer four elements must be thoroughly understood: • The net benefit for the client relative to a standard offer. • The benefits to the Company. • The risk for the client (relative to risk the client takes in a standard offer). • The risk to the Company (relative to the existing risk the Company experiences in a standard offer). • Ensuring the benefits provides the detailed backbone of the offer. Mitigating the above risks provides important details of the offer. Parallel assumptions A team is empowered to construct the details of the TPS offer (Guaranteed level, share of the upside, exchange SKUs procedure, and Terms & Conditions), maximizing the benefits (to both the clients and the Company) and minimizing the risks (to both the clients and the Company). Tactic
4:73 TPS Sales Execution Necessary assumptions Even the best solutions do not sell themselves. Sales people are highly successful at selling TPS deals. Strategy Parallel assumptions "The more you sweat the less you bleed --difficult in preparation, easy in battle" Train, coach and handhold the salespeople in selling the TPS offer. Constantly review and improve the processes and their execution. Tactic