Download

1 / 6
60 likes | 195 Vues
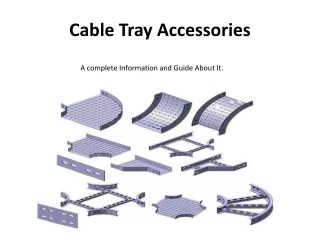
This document outlines several key issues found during the trial run of the current tray marking process. The first issue is the absence of a middle guide hole, causing incorrect jig loading. Additionally, the marking unit loss rate is alarmingly high at 60%, attributed to the cavity size for FLT. A suggestion is made to adjust the under-cut dimensions to retain FLT securely. Furthermore, the edge for clamping is deemed too narrow, necessitating adjustments to enhance indexability. Attached are details of the current jig design for reference.

E N D
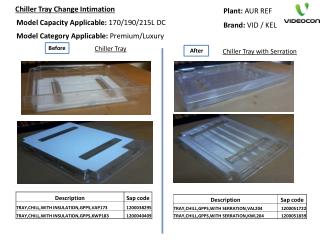
1. Overview New tray Current tray Outline﹕62*118 Unit qty: 24ea Material: Acryl+Al Outline﹕62*118 Unit qty: 50ea Material: Steel
2. Trial run status 2.1 Parameters 2.1 Marking effect Due to the guide hole is not same as the current, so we use manual method to finish the sample marking﹐the word location need optimization by re-define the program.
3. Problems-(1) 57mm 57mm There is no middle guide hole, so machine can not load the jig correctly in current machine normal setting. Need add this hole.
3. Problems-(2) The unit loss rate is 60% during marking process, the cavity for FLT is a little bigger. Suggestion: To do under-cut as above picture to hold FLT tightened and avoid FLT jumping out of the jig.(The under cut dimension tolerance should be within +0.1/-0mm)
3. Problems-(3) 2.37mm The edge for clamping is too narrow, hard to index.Need adjust the machine track or clamp.