CREEP
CREEP. CREEP. Mechanical Metallurgy George E Dieter McGraw-Hill Book Company, London (1988). Review. If failure is considered as change in desired performance*- which could involve changes in properties and/or shape; then failure can occur by many mechanisms as below.

CREEP
E N D
Presentation Transcript
CREEP • CREEP Mechanical Metallurgy George E Dieter McGraw-Hill Book Company, London (1988)
Review If failure is considered as change in desired performance*- which could involve changes in properties and/or shape; then failure can occur by many mechanisms as below. Mechanisms / Methods by which a can Material can FAIL Elastic deformation Chemical /Electro-chemicaldegradation Creep Physicaldegradation Fatigue Plastic deformation Fracture Microstructuralchanges Twinning Wear Slip Twinning Erosion Corrosion Phase transformations Oxidation Grain growth Particle coarsening * Beyond a certain limit
Review Though plasticity by slip is the most important mechanism of plastic deformation, there are other mechanisms as well (plastic deformation here means permanent deformation in the absence of external constraints): Plastic Deformation in Crystalline Materials Creep Mechanisms Slip(Dislocation motion) Twinning Phase Transformation Grain boundary sliding + Other Mechanisms Vacancy diffusion Grain rotation Dislocation climb Note: Plastic deformation in amorphous materials occur by other mechanisms including flow (~viscous fluid) and shear banding
High-temperature behaviour of materials • Designing materials for high temperature applications is one of the most challenging tasks for a material scientist. • Various thermodynamic and kinetic factors tend to deteriorate the desirable microstructure. (kinetics of processes are an exponential function of temperature). • Strength decreases and material damage (void formation, creep oxidation…) tends to accumulate. • Cycling between high and low temperature will cause thermal fatigue.
High temperature effects (many of the effects described below are coupled) • Increased vacancy concentration at high temperatures more vacancies are thermodynamically stabilized. • Thermal expansion material will expand and in multiphase materials/hybrids thermal stresses will develop due to differential thermal expansion of the components. • High diffusion rate → diffusion controlled processes become important. • Phase transformations can occur this not only can give rise to undesirable microstructure, but lead to generation of internal stresses.◘ Precipitates may dissolve. • Grain related:◘ Grain boundary weakening may lead to grain boundary sliding and wedge cracking. ◘ Grain boundary migration ◘ Recrystallization / grain growth decrease in strength • Dislocation related these factors will lead to decrease in strength◘ Climb◘ New slip systems can become active◘ Change of slip system ◘ Decrease in dislocation density • Overaging of precipitate particles and particle coarsening decrease in strength • The material may creep (time dependent elongation at constant load/stress). • Enhanced oxidation and intergranular penetration of oxygen
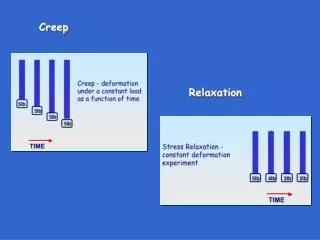
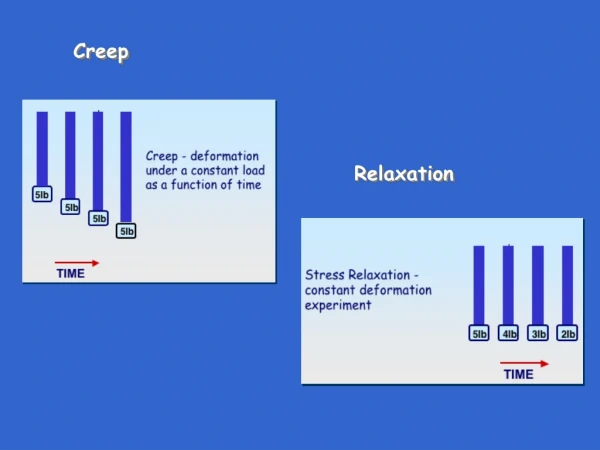
CREEP→ Permanent deformation of a material under constant load (or constant stress) as a function of time • Normally, increased plastic deformation takes place with increasing load (or stress) • In ‘creep’ plastic strain increases at constant load (or stress) • Usually appreciable only at T > 0.4 Tm High temperature phenomenon. • Mechanisms of creep in crystalline materials is different from that in amorphous materials. Amorphous materials can creep by ‘flow’. • At temperatures where creep is appreciable various other material processes may also active (e.g. recrystallization, precipitate coarsening, oxidation etc.- as considered before). • Creep experiments are done either at constant load or constant stress.
Constant load creep curve II I Strain ()→ III 0→ Initial instantaneous strain 0 t → • The distinguishability of the three stages strongly depends on T and
Constant Stress creep curve II I Strain ()→ III t →
Stages of creep I • Creep rate decreases with time • Effect of work hardening more than recovery II • Stage of minimum creep rate → constant • Work hardening and recovery balanced III • Absent (/delayed very much) in constant stress tests • Necking of specimen start • specimen failure processes set in
Elastic strains → → Effect of stress Strain ()→ Increasing stress 0 increases 0 t →
Effect of temperature Strain ()→ E↓ as T↑ Increasing T → 0 increases 0 → t → As decrease in E with temperature is usually small the 0 increase is also small
Creep Mechanisms of crystalline materials Cross-slip Climb Dislocation related Glide Harper-Dorn creep Coble creep Creep Grain boundary diffusion controlled Nabarro-Herring creep Diffusional Lattice diffusion controlled Dislocation core diffusion creep Diffusion rate through core of edge dislocation more Interface-reaction controlled diffusional flow Grain boundary sliding Accompanying mechanisms: creep with dynamic recrystallization
Harper-Dorn creep Phenomenology Power Law creep Creep can be classified based on Mechanism
Cross-slip • In the low temperature of creep → screw dislocations can cross-slip (by thermal activation) and can give rise to plastic strain [as f(t)]
Dislocation climb • Edge dislocations piled up against an obstacle can climb to another slip plane and cause plastic deformation [as f(t), in response to stress] • Rate controlling step is the diffusion of vacancies
Flow of vacancies Nabarro-Herring creep → high T → lattice diffusion Diffusional creep Coble creep → low T → Due to GB diffusion • In response to the applied stress vacancies preferentially move from surfaces/interfaces (GB) of specimen transverse to the stress axis to surfaces/interfaces parallel to the stress axis→ causing elongation. • This process like dislocation creep is controlled by the diffusion of vacancies → but diffusional does not require dislocations to operate.
Grain boundary sliding • At low temperatures the grain boundaries are ‘stronger’ than the crystal interior and impede the motion of dislocations • Being a higher energy region, the grain boundaries melt before the crystal interior • Above the equicohesive temperature grain boundaries are weaker than grain and slide past one another to cause plastic deformation
Creep Resistant Materials • Higher operating temperatures gives better efficiency for a heat engine. Hence, there is a need to design materials which can withstand high temperatures. High melting point → E.g. Ceramics Dispersion hardening → ThO2 dispersed Ni (~0.9 Tm) Creep resistance Solid solution strengthening Single crystal / aligned (oriented) grains
Cost, fabrication ease, density etc. are other factors which determine the final choice of a material • Commonly used materials → Fe, Ni (including superalloys), Co base alloys • Precipitation hardening (instead of dispersion hardening) is not a good method as particles coarsen (smaller particles dissolve and larger particles grow interparticle separation ↑) • Ni-base superalloys have Ni3(Ti,Al) precipitates which form a low energy interface with the matrix low driving force for coarsening • Cold work cannot be used for increasing creep resistance as recrystallization can occur which will produced strain free crystals • Fine grain size is not desirable for creep resistance → grain boundary sliding can cause creep elongation / cavitation► Single crystals (single crystal Ti turbine blades in gas turbine engine have been used)► Aligned / oriented polycrystals