Download
1 / 14
750 likes | 2.06k Vues
DEFECT IN PLASTIC INJECTION MOULDING PROCESS. INJECTION MOLD DESIGN PDT 317. DEFECT IN PLASTIC INJECTION MOULDING PROCESS. In plastic injection molding, the molded part produced are higher potential to have a plastics defects. These defects may be due to:. molds design,

E N D
DEFECT IN PLASTIC INJECTION MOULDING PROCESS INJECTION MOLD DESIGNPDT 317
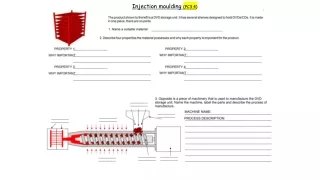
DEFECT IN PLASTIC INJECTION MOULDING PROCESS • In plastic injection molding, the molded part produced are higher potential to have a plastics defects. These defects may be due to: • molds design, • molds fabrication process, • molds material, • plastic materials (resin), • machine parameters and others.
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 1. BLACK SPOT/DOT • Generally caused by foreign material in the resin, (look like as a contamination), or the presence of dead space in the nozzle. • Sometime it also caused by grease at the side pull or lifter mechanism. • How to measure? • Countermeasure • Clean the screw barrel and nozzle • Purging • Check the material (plastic resin)-pancake • Get the limit from customer
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 2. BUBLES • Also known as voids. Generated inside the molded part, usually due to insufficient mold filling or air trap. • Example critical products: Lens, light pipe… • Countermeasure • Air Vent • Sub-Insert • Ejector pin
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 3. BURR/FLASH • Also known as fin, consisting of thin, flat projection in regions where polymer melts has flowed into the parting line of the mold. • Long production run – burr will become flash • Rootcause • Parting line no good • Low clamping force • Injection pressure • too high • Countermeasure • Re-fitting • Use appropriate • clamping force and • Injection pressure
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 4. MOULD RELEASE FAULT • Defect in the molded part due to poor release or improper ejection from the mold. Usually caused by overfilling of mold with polymer melt and/or by insufficient draft/taper in the mold. • Defect • Pin Mark • Drag/Pull Mark • Rootcause • Pin Mark • Improper polishing • Unbalanced ejection • Cooling time not enough • Drag/Pull Mark • Improper polishing • Draft/taper not enough • Countermeasure • Proper polishing • Appropriate cooling time • Appropriate draft/taper
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 5. SHORT-SHOT FAULT • Incomplete molded part, with missing portions or members, caused by failure to obtain complete filling of the flow pathways with the polymer melt. • Rootcause • Too thin • Injection pressure not enough • Air trap • Countermeasure • Avoid design too thin • Increase injection pressure • Sub-Insert
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 6. SINK MARK • Sink marks are indentations on product surfaces. It is the most frequent defect in molding due to volume shrinkage during cooling. This is because it takes time to cool center portion of thick products so that the skin may collapse to create sink marks. • Rootcause • Part design • Injection pressure not enough • Holding pressure time not • enough • 4. Cooling time not enough
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 7. WELD LINE • Form at interface of polymer melt flow from two different pathways. Weld line maybe unacceptable in term of surface appearance or reduced physical strength. • Rootcause • Part design • Countermeasure • Air vent • Ejector pin • Sub-Insert • Texturing • Increase mould • temperature
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 8. WARPING • Warpage is caused by variation in shrinkage throughout the part • Three types of shrinkage effects: • Orientation effects • Area shrinkage effects • Differential cooling effects Orientation and area shrinkage effects
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 8. WARPING • Rootcause • Cooling channel designed • Cooling time not enough • Part design • Imbalanced ejection Warping caused by differential cooling
DEFECT IN PLASTIC INJECTION MOULDING PROCESS 9. SILVER STREAKS • Gaseous components in the plastic appear at the molding surface and collapse (also called Moisture Mark) • Rootcause • Inappropriate drying temperature and time • Air trap