Download

1 / 15
150 likes | 286 Vues
Research on laser welding of high-strength galvanized a utomobile steel sheet L. Mei, G. Chen, X. Jin, Y. Zhang, Q. Wu, Optics and Laser in Engineering, vol.47, pp.1117-1124, 2009. 指導教授 : 郭聰源 學生 : 李建賢 2013/6/26. 大鋼. 前言 實驗過程 結果與討論 結論. 前言.

E N D
Research on laser welding of high-strength galvanized automobile steel sheet L. Mei, G. Chen, X. Jin, Y. Zhang, Q. Wu, Optics and Laser in Engineering, vol.47, pp.1117-1124, 2009. 指導教授 : 郭聰源 學生 : 李建賢 2013/6/26
大鋼 前言 實驗過程 結果與討論 結論
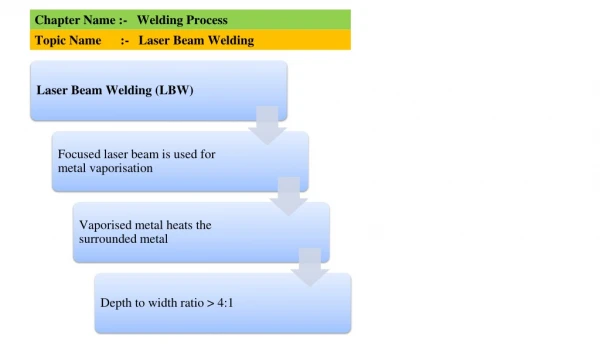
前言 • 汽車產業為追求輕量化、環保及安全性等,近幾年積極尋找新材料及新成形方法,希望能在不增加成本的情況下,可以減輕重量,且又能保持原有功能強度及耐衝擊性。 • 高張力鍍鋅鋼板在高低溫時都具有良好的強度及韌性,以及高抗磨損與耐腐蝕性,在學術和工業界都引起重視。在車身結構上,高張力鍍鋅鋼板比起普通鋼能減輕車身重量及提高安全性,因此被選為車身理想材料。 • 銲接車身的TIG銲接、MIG銲接等傳統技術雖已使用多年,但卻有以下缺點: • 過大的熔融及熱影響區、材料過大收縮及變形、容易產生裂縫及多孔隙。 • 雷射銲接具有以下優點:高能量光束集中、銲接速度快、熱影響區小、銲道細、每單位體積熱輸入量低等。 • 本文將使用PHC-1500CO2雷射銲接機,以最佳參數銲接高張力鍍鋅鋼板,並進行銲道微觀組織、拉伸強度及微硬度測試分析。
二、實驗過程-實驗材料及參數 • 最佳參數 • 雷射功率:1300W • 離焦:-0.4mm • 銲接走速:1.0m/min • 同軸吹送流量:2.5m3/h • 側吹吹送流量:1.8m3/h • 側吹角度:30° • 實驗材料:高張力鍍鋅鋼板 • 工件尺寸:100×30×1.5mm • 表面鋅質量:140g/m2 • 保護氣體:Ar 表2.材料化學性質表 表3.材料機械性質表
二、實驗過程-CO2雷射機設置 • 從文獻可看到,在銲接鍍鋅鋼板時鍍鋅層會蒸發成汽化鋅(鋅蒸發溫度906℃、 • 鋼熔化溫度1583 ℃),因此: • 當鋼材間隙過小:汽化鋅無法排出,殘留在銲道形成氣孔。 • 當鋼材間隙過大:銲道外觀差。 • 根據文獻,最佳間隙為工件厚度的10 % • 此實驗最佳間隙:0.10-0.15mm 表1.CO2雷射銲接機參數規格 圖1.CO2雷射銲接機 圖2.自製夾具示意圖 圖3.雷射銲接示意圖
結果與討論 雷射功率 銲接走速 焦點位置 汽化鋅 EDS分析 拉伸試驗 硬度試驗
三、結果與討論-雷射功率 • 功率1200W時,聚焦點能量密度達8.7 ×105W/cm2 • 當功率超過1200W ,銲道深度接近板材厚度。 • 雷射功率愈低,氣孔數量愈少。 • 在能銲接成功的情況下,低功率銲接能減少汽化蒸發,抑制氣孔形成。 圖3.雷射功率與銲道深寬曲線圖
三、結果與討論-銲接走速 • 銲接走速愈高→銲道深度愈淺、寬度愈小。 • 銲接走速高能夠減少熔融金屬的漣漪,但容易造成銲道形成不完全。 • 走速1.2m/min→深度太淺,無法貫穿板材。 • 走速0.6m/min→深度夠,銲道貫穿板材,但因走速過慢,銲道表面 • 過度汽化而產生下沉,並且銲道過寬,容易產生氣孔缺陷。 圖4.銲道形貌 (a) v=1.2m/min;(b) v=0.6 m/min。
三、結果與討論-焦點位置 • 焦點位置愈下面→銲道深度愈深。 • 焦點位置於0.4mm時→銲道深度最深。 • 位置0.4mm以下時→深度變淺。 • 因焦點太低於工件表面時,材料內部能量密度 • 高於表面,造成內部劇烈熔化和汽化,銲接區 • 表面附近反而熔化不完全。 • 若焦點太高於工件表面,光點過大而造成能量 • 密度低於底線值,而使深度減小。 圖5.焦點位置與銲道深度曲線圖
三、結果與討論-汽化鋅 • 鋅汽化時會在材料內產生壓力,而使電漿劇烈流動,進而產生飛濺與氣孔,也會使 • 銲道熱影響區擴大,降低銲接品質與穩定性。 • 使用同軸及側吹保護氣體,能降低電漿劇烈流動,提高銲道品質。 • 銲接速度太快→熔池重新固化時間短→汽化鋅或工件表面水分解為氫→生成氣孔。 圖6.銲接示意圖 圖8.微觀組織-銲道無氣孔 圖7.微觀組織-銲道氣孔
三、結果與討論-EDS分析 • Mn、Cr波峰顯著:融合區>熱影響區銲道的元素分佈不平均。 • 銲接冷卻速度太快,使元素來不及擴散到其他區域。 • 銲道中的Mn和Cr元素,有利於提高耐腐蝕性與拉伸強度。 圖9.EDS分析-基材 圖10.EDS分析-熱影響區 圖11.EDS分析-銲道
三、結果與討論-拉伸試驗 • 拉伸結果顯示,斷裂處大多在靠近母材的熱影響區附近,因此銲道強度高於母材。 表4.拉伸試驗比較表 圖12.拉伸試驗斷裂位置
三、結果與討論-硬度試驗 • 荷重:400g;保持時間:5s;每個區域打3-5次,並計算平均值。 • 母材、熱影響區、融合區分別為 271、441、438(HV)銲接時熱影響區不軟化。 • 在雷射銲接時快速加熱與冷卻,能防止銲道剛性受到應力集中的影響。 圖13.硬度測試點位置 (1)母材 (2)熱影響區 (3)融合區 圖14.銲道硬度曲線圖
三、結果與討論-微觀組織 • 融合區:上變韌鐵+低碳麻田散鐵 • 熱影響區:上變韌鐵+低碳麻田散鐵+肥粒鐵 • (b)熱影響區 (a)融合區 圖15.微觀組織圖
四、結論 • 實驗結果顯示,能得到良好銲道品質的最佳參數如下: • 雷射功率為1300W • 離焦為-0.4mm • 銲接走速為1.0m/min • 同軸保護氣體流量為2.5m3/h • 側吹保護氣體流量為1.8 m3/h • 側吹角度為30° • 使用側吹式保護氣體,能有效抑制電漿劇烈流動,及減少汽化鋅殘留在銲道。 • 雷射銲接時,由於高銲接速度,使融合區形成的晶粒較細, • 因此硬度值銲道大於母材。 • 拉伸試驗結果顯示,銲道拉伸及降伏強度皆大於母材;而銲道中的Mn和Cr元素 • 能有效提高耐腐蝕性及強度。