Value Added Tools
Value Added Tools. Emerson Lean Supply Chain Training Ver.06.26.2006. Agenda. Welcome & Introductions Emerson Supply Chain Development Overview Lean Basics Foundation Elements Value Stream Mapping Value Added Tools Non-Value Added Tools Quality Tools Implementing Lean.

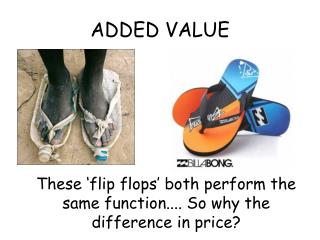
Value Added Tools
E N D
Presentation Transcript
Value Added Tools Emerson Lean Supply Chain Training Ver.06.26.2006
Agenda • Welcome & Introductions • Emerson Supply Chain Development Overview • Lean Basics • Foundation Elements • Value Stream Mapping • Value Added Tools • Non-Value Added Tools • Quality Tools • Implementing Lean
PROJECT IDENTIFICATON FOR: VALUE ADDED PARTS OF VSM What: • A Comparison of Process Rates vs. Takt Time How: • Chart Process Rate Against Takt Time and 25% Surge Takt Time • Identify Process Rates That are Significantly Below or Above Takt Rate as Potential Project Areas Why: • Goal is to Balance the VSM Process Rates Against Customer Demand • Identifying Areas Where VSM is not Balanced Determines Project Areas Formulas: • Takt Time = Working Minutes per Day Customer Demand per Day • Process Rate = (Cycle Time x Flow %) (Batch Size x Actual Resources)
Balancing the Flow • Takt Time Line Balancing • Overall Equipment Effectiveness (OEE) • Single Minute Exchange of Dies (SMED) • Total Productive Maintenance (TPM)
Balancing the Flow • Takt Time Line Balancing • Overall Equipment Effectiveness (OEE) • Single Minute Exchange of Dies (SMED) • Total Productive Maintenance (TPM)
Takt Time and Process Rate • Takt Time = Customer Demand Rate • Process Rate = Rate at which process is creating parts
Takt Time I want! • Takt Time is the rate at which the customer is demanding product. CUSTOMER
Process Rate-Resources=1 Ship...
Process Rate-Resources=2 Ship... Ship...
VS Balancing Takt time=105 sec Seconds
Takt time=105 sec Seconds Takt Time Analysis • Work Distribution • Multiple Stations • Break-up Stations • Redistribute Steps
Takt time=105 sec Seconds Takt Time Analysis • Process Efficiency • Reduce: • Down Time • Speed Loss • Defect Time Loss 80
Balancing the Flow • Takt Time Line Balancing • Overall Equipment Effectiveness (OEE) • Single Minute Exchange of Dies (SMED) • Total Productive Maintenance (TPM) • Poka-Yoke (Mistake Proofing) • Six Sigma
OEE Starts with GOOD Measurement Speed Losses Downtime Losses Overall Equipment Effectiveness (OEE) Defect Losses
Total Available Time Downtime Losses Operating Time Speed Losses Net Operating Time Value- Added Operating Time Defect Losses Overall Equipment Effectiveness • TPM (Total Productive Maintenance) • SMED(Single Minute Exchange of Dies) Equipment Failures • Procedures • Training • Workplace Organization Set-Up and Adjustment Minor Stoppages • Process Capability • Process Control • Poka-Yoke Reduced Speed Defects in Process Start-up and Set-up Losses
Total Available Time OEE for Turning Operation Data averaged from one month period: Downtime Losses Operating Time Net Operating Time Speed Value-Added Operating Time Defects
Balancing the Flow • Takt Time Line Balancing • Overall Equipment Effectiveness (OEE) • Single Minute Exchange of Dies (SMED) • Total Productive Maintenance (TPM)
Set-Up Reduction • Be prepared and organized • Data driven • Video capture • Multiple video if possible • Counter on tape best • Unless too noisy; audio is good (“I’m going to get a special torque wrench”) • Team heavy with experience; not engineers • “Some” fresh eyes look - “Why Nots” • Phased approach
Data Capture • Start-Stop and activity description • Identify as • “Internal” - activity that must be done while machine is down (I.e. load tooling) • “External” - activity that MIGHT be able to be done while machine is operating (I.e. go get new tooling) • Further identify • Value-added - (I.e. load tool) • Non-Value-added; but essential (the ways things are done today) - (I.e. align tool) • Waste - (I.e. go find some tools) • Might also capture • # people performing the task • distance traveled • “other”
Phased Approach • Phase 1 - Can accomplish in less than 1 week • Eliminate obvious waste • Make as much “external” work truly external to the set-up • Will find 40-50% of reduction in this phase • Phase 2 - May take another month to complete • Low cost / no cost improvements -- alignment blocks, different clamps; standardized nuts and bolts, etc. • “Pit Crew” alternatives • Will find another 40-50% of what was left • SMED actions - Timeframe varies • Actually targets “single digits” • May require investment - preheat mechanisms, load from different direction; electronic help, etc.
SMED - Example PIC, Gary Hamilton
Lathe Setup Reduction • Setup Reduction Benefits and Goals • Stated Goals • All GMTC CNC lathe setups <10 minutes! • Operator involvement, use the people who see the problems • Benefits • The focal point for lead-time improvements • Improve flexibility • Reduce cycle time • Increase equipment utilization • Lower costs • Process • Step 1: CL01 & CL02 implementation • Step 2: Remain load redistribution • Step 3: Tooling and process improvement • Step 4: Area organization
27% 55% Lathe Setup Reduction: CL01 & CL02 • Reduce set-up cycle time on 8% of total product offering (30% of non-forecasted) • Increases value-added production time on CL01 and CL02 by 358 minutes per day Average 24 min saving / setup
Lathe Setup Reduction: CL01 & CL02 *Need additional time studies to verify improvement. *CL02 has 3 primary jaws covering 80% volume.
Lathe Setup Reduction: CL01 & CL02 Before After Tool Standardization Work Place Organization
SMED • SMED – Single Minute Exchange of Dies • Quick Change processes • Setup Reduction No matter what you call it, the goal is the same! Spend more time making product and less time getting ready to make product.
Shigeo Shingo (Father of SMED) Shigeo Shingo’s teachings can be classified into the three concepts: · Just In Time (JIT) · Single Minute Exchange of Dies (SMED) · Zero Quality Control Shigeo Shingo, as part of JIT, also pioneered the concept of Single Minute Exchange of Dies. SMED was developed in order to reduce the fixed cost associated with the setup and changeover of dies. The basic elements driving the SMED concept are to reduce the setup time of dies, which directly result in smaller batch sizes for parts. A smaller batch size translates as lower costs associated with work in process inventory storage. This concept is especially beneficial as it allows the manufacturing system to quickly adjust to engineering design changes with very little cost. In addition, SMED allows for higher machine utilization, and in turn, results in higher productivity.
Resources • “The Winner’s Circle” Video • An introduction to quick changeover techniques, this tape compares the teamwork and speed necessary to be successful in Indy 500 car racing with what's needed to affect quick changeovers on the shop floor. You'll see the changeover on an 800-ton press reduced from 22 hrs. to 10 min. • Quick Changeover for Operators • Shingo's book on the SMED system redesigned for operators. Application of Shingo's techniques can reduce lead-time from weeks to days and lower work-in-process inventory and warehousing costs. http://www.dti.gov.uk/mbp/bpgt/m9ja00001/m9ja0000112.html http://www.public.iastate.edu/~vardeman/IE361/f02mini/bumblauskas.pdf http://www.geocities.com/parthadeb/smed.html http://www.wcmfg.com/WinnersCircleVideo.htm http://www.productivitypress.com/cgi-local/SoftCart.exe/?E+scstore
Tools • The video camera is a must, you will need to record the process and watch it over and over and over and over. • You will have to time the process multiple times by multiple operators. Remember, “We perform to what we measure”. Always make time to measure, ALWAYS.
Balancing the Flow • Takt Time Line Balancing • Overall Equipment Effectiveness (OEE) • Single Minute Exchange of Dies (SMED) • Total Productive Maintenance (TPM)
Other Critical Maintenance Data MTBF - Mean Time Between Failure MTTR - Mean Time To Repair May require more sophisticated monitoring approaches on critical equipment; many tools on the market
Equipment condition • PM • Complexity • Operator training MTBF • Organizing maintenance; technical training • Spare parts management • Craft coordination and scheduling • Conflicting priorities MTTR From Measurement to Resolution
1. Conduct initial cleaning/inspection 2. Eliminate sources of contamination 3. Establish provisional standards (include metrics!) 4. Develop general inspection training 5. Conduct general inspections 6. Improve workplace management and control 7. Participate in advanced improvement activities Seven Steps ofAutonomous Maintenance
Summary-Value Added Tools • One of the first steps in creating the Future state map is to balance the VA steps in a VSM • This can be accomplished by adding and removing capacity or by improving bottleneck efficiency • Perform an OEE on bottleneck processes before replicating them