Download
1 / 29
290 likes | 473 Vues
An experimental study on the examination of springback of sheet metals with several thicknesses and properties in bending dies. by Zafer Tekiner Journal of Materials Processing Technology Volume 145, Issue 1, 1 January 2004 Represented by Jianguo(Max) Wang Sept. 22th, 2004

E N D
An experimental study on the examination of springback of sheet metals with several thicknesses and properties in bending dies by Zafer Tekiner Journal of Materials Processing Technology Volume 145, Issue 1, 1 January 2004 Represented by Jianguo(Max) Wang Sept. 22th, 2004 properties in bending dies
References [1] S. Kalpekjian, Manufacturing Engineering and Technology, Addison-Wesley, Reading, MA, 1998. [2] W.W. Frank, D.H. Philip, B. Charles, J.R. Gump, Die Design Handbook,National Technical Committee Society of Manufacturing Engineers,McGraw-Hill, New York, 1985. [3] L. Myron, B.H. Begeman, Amstead, Manufacturing Processes, Wiley,New York, 1979. [4] Z. Tan, B. Persson, C. Magnusson, An empirical model for controlling springback in V-die bending of sheet metals, J. Mater. Process.Technol. 34 (1–4) (1992) 449–455. [5] S.K. Kwok, W.B. Lee, The development of a machine vision system for adaptive bending of sheet metals, J. Mater. Process. Technol. 48 (4) (1995) 43–49. [6] D. Bauer, G. Khodayari, Rohrrueckfederung beim biegen prozessbegleitend kompersiren (Process compensation of tube springback during bending), Baender Bleche Rohre 33 (7) (1992) 27–37. [7] F. Pourpoghrat, E. Chu, Prediction of springback and side-wall curl in 2D draw bending, J. Mater. Process. Technol. 50 (1–4) (1995) 361–374. [8] J. Shu, C. Hung, Finite element analysis and optimisation of springback reduction: the double-bent technique, Int. J. Mach. Tools Manuf. 36 (4) (1996) 423–434. [9] A.A. Tseng, T.C. Chen, K.P. Jen, R. Kondetimmamhalli, Y.V. Murty, Forming properties and springback evaluation of copper beryllium sheets, Metall. Mater. Trans. A 26 (8) (1995) 2111–2121. [10] A.A. Tseng, T.C. Chen, K.P. Jen, T. Ochiai, Forming and fractographical characteristics of copper–nickel–beryllium sheets under tension and bending, J. Mater. Eng. Perform. 3 (5) (1994) 619–634. [11] F. Pourboghrat, K. Chandorkar, Springback calculation for plane strain sheet forming using finite element membrane solution, Numer. Meth. Simul. Ind. Met. Form. Process. ASME, CED 6 (1992) 85–93. [12] F. Micari, A. Forcellese, L. Fratini, F. Gabrielli, N. Alberti, Springback evolution in fully 3D sheet metal forming processes, CIRP Ann.—Manuf. Technol. 46 (1) (1997) 167–170. [13] A. Forcellese, L. Fratini, F. Gabrielli, F. Micari, Computer aided engineering of the sheet bending process, J. Mater. Process. Technol. 60 (1–4) (1996) 225–232. [14] R. Schilling, Sheet bending and determination of residual stresses by means of FEM, Steel Res. 64 (5) (1993) 255–261. [15] Z. Tan, W.B. Li, B. Person, On analysis and measurement of residual stresses in the bending of sheet metals, Int. J. Mech. Sci. 36 (5) (1994) 483–491. [16] P.S. Dunston, S. Ranjithan, L.E. Bernold, Neural network model for the automated control of springback in rebars, IEEE Expert 11 (4) (1996) 45–49. [17] W.Y.D. Yuan, Generalized solution for the prediction of springback in laminated strip, J. Mater. Process. Technol. 61 (3) (1996) 254–264. [18] Ö. Tekaslan, U. ¸Seker, Bükme islemlerinde geri esneme, Teknoloji, Yil 1, Sayi 1, Karabük, 1998. Introduction
Introduction • Terminology
Introduction • Springback
Introduction • Springback Generally, bending die designers can find out the angle of bending by calculating or using experiment methods. There is no doubt that they have to spend much time or money in doing that.
Introduction • Springback
Introduction • Compensation
Introduction • Function of the paper Presents more efficient methods to obtain the data about springback • Importance The methods supplied in this paper are very useful to bending die designers. With this method, bending die designers will save much time and decrease the cost of bending dies.
Principles • The Design of modular bending die “V” type-bending die
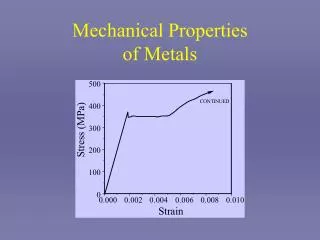
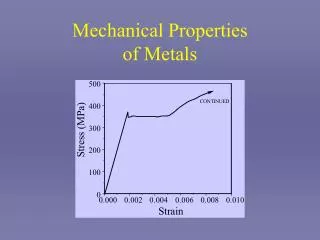
Principles • Bending force T: sheet metal thickness C: coefficient Bending force equation in textbook
Principles • Equipment Hydraulic press machine which has adjustable time and pressure. • The specification of materials 1. The dimension 25mm x 50mm Thickness: 0.5, 0.75 and 1mm
Principles 2. Chemical composition
Principles • Method 1 Gap between the punch and the die Equal to the thickness of sheet metal The punch has no complete touch with the die at the corner Force parameters 1500N for 0.5 mm 3300N for 0.75mm 5900N for 1mm Time 20seconds
Principles • Method 2 Gap between the punch and the die Equal to the thickness of sheet metal The punch has no complete touch with the die at the corner Force parameters 1500N for 0.5 mm 3300N for 0.75mm 5900N for 1mm Time No waiting load on the sheet mental
Principles • Method 3 Gap between the punch and sheet metal No gap between the punch and the sheet metal The punch contacted with the sheet metal completely Force parameters 1500N for 0.5 mm 3300N for 0.75mm 5900N for 1mm Time 20seconds
Principles • Method 4 Gap between the punch and sheet metal No gap between the punch and the sheet metal The punch contacted with the sheet metal completely Force parameters 1500N for 0.5 mm 3300N for 0.75mm 5900N for 1mm Time No waiting load on the sheet mental
Principles Experiment data Statistic regression Equation Graphics
Results • Method 1
Results • Method 1
Results • Method 1
Results • Method 2
Results • Method 2
Results • Method 2
Results • Method 3 and method 4 There was no gap between the punch and the sheet metal. Plus there was no control about the descending depth of the punch. The compression was happened in the bending regions. So it is hard to calculate the precise apringback.
Results • Statistic regression Second degree polonium curve approximation. Correlation coefficient is very close to 1 Example:
Results • Correlation Using these methods, springback is associated with bending angle, the gap between the punch and the die, material property and the waiting time of the load on the sheet metal.
Conclusions • Method 1 and method 2 are the available approaches for springback compensation in industry. • For each material and thickness, equations and graphics were obtained. Obviously this paper gave us a complete solution.
Conclusions • The equations in method 1 and method 2 can be used for the same problems. • Using these methods, bending die designers will save much time and money in designing new bending dies.