Download
1 / 48
650 likes | 1.23k Vues
Mechanical and Tribological Behaviour of Nano Fly Ash Reinforced Hybrid Composites. Dr.S.K.Acharya,Professor Raghavendra Gujjala,PhD Scholar Mechanical Engg Department NIT Rourkela-769008. CONTENTS. Introduction Bio Fiber Composite Background/Origin of the work Nano Fly Ash

E N D
Mechanical and TribologicalBehaviour of Nano Fly Ash Reinforced Hybrid Composites Dr.S.K.Acharya,Professor Raghavendra Gujjala,PhD Scholar Mechanical Engg Department NIT Rourkela-769008
CONTENTS Introduction Bio Fiber Composite Background/Origin of the work Nano Fly Ash Experimental Aspects Results And Discussion Conclusions
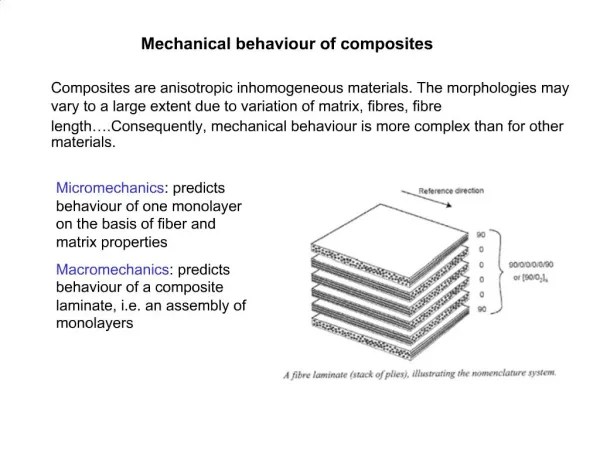
What are composite materials ?? Metals & Alloys Metal matrix composites Steel-Cord tyres Composites Ceramics & Glasses Polymers Carbon fibre reinforced plastic Glass fibre reinforced plastic
Introduction • Composite material is a multiphase material formed from a combination of two or more materials that differ in composition or form, which are bonded together, but retaining their identities and properties. The outcome of this composition is that the newly formed material has superior properties over the individual components. • Composite material consists of two or more different materials, combining together through a interface, to form a new material. This new material can offer better properties which can not be offered by either of the constituent materials separately. • Composites are comprised of two or more separate material, that when combined lead to improved properties over the individual components.
Introduction Contd.. • Composites have higher strength than conventional materials due to aligned fibers carrying the load. • Composites are lighter than traditional materials. They can be designed to minimum weight without sacrificing strength.
Why a Composite? • It reduces the weight of the components by 30% in comparison to conventional material such as metal, plastic or ceramic. • The stiffness or strength needs to be doubled. • The number of sub-components has to be reduced. • The cost may be reduced. • The fatigue life or operating temperature should be increased. • A component with a zero coefficient of thermal expansion may be obtained.
Why Bio-Fiber Composites ? Natural Fibers Advantages of Natural fiber Reinforcement Bottlenecks • 1. Environmental reasons: • Renewable resource of raw material • Thermally recyclable, biodegradable, • Low energy consumption • 2. Excellent specific strength & • high modulus • 3. Health & safety: less abrasive, • safe manufacturing processes • 4. Lower cost & reduced density • of products 1. Variability 2. Hydro-philicity (moisture) 3. Weak interface
CONSTITUENTS OF BIO- FIBRE COMPOSITE RESINS Epoxy Polyester Polypropylene + = Fiber Resin Composite Material Kenaf Flax Hemp Sisal Coir Natural Fibers
NATURAL FIBERS Banana Jute Bamboo Sugarcane
They are - low-cost - low density fibers - high specific strength and modulus - low priced- recyclable - biodegradable - nonabrasive - easily available and above all areECO-FRIENDLY
Advantage of Natural Fiber over man made fiber Natural fiber composites are likely to be environmentally superior to glass fiber composites, in most cases for the following reasons: • Natural fiber production has lower environmentally impacts compared to glass fiber production. • Natural fiber composites have higher fiber content for equivalent performance, reducing more polluting base polymer content • The light weight natural fiber composites improve fuel efficiency and reduce emission in the use phase of the component, especially in auto applications. • Moreover, natural fibers are non-uniform with irregular cross sections which make their structures quite unique and much different with man-made fibers such as glass fibers, carbon fibers etc.
Polymer composites filled with fibers and/or solid lubricants have been widely accepted as tribo-materials and used on the components supposed to run without any external lubricants. The former mainly improves the mechanical strength and wear resistance of polymers, while the latter improves friction characteristics and contributes to the control of wear. Tribological properties of polymer composites can also be greatly enhanced with the addition of nano particles, such as nano-Al2O3/polyimide, nano-ZnO/polytetrafluoroethylene(PTFE) , and nano-TiO2/epoxy . One of the distinct advantages of nano composites over micro composites lies in that the performance improvement is often achieved at relatively low concentration of the nano fillers, which is beneficial to the mechanical properties, processability, and esthetic appearance of the end products.
The term filler is very broad and encompasses a very wide range of materials which plays an important role for the improvement in performance of polymers and their composites. Filler materials are used to reduce the material cost, to improve the mechanical properties to some extent and in some cases to improve processability. Besides, it also increases properties like abrasion resistance, hardness and reduces shrinkages. Therefore a judicious selection of matrix and the reinforcing phase can lead to a composite with combination of strength and modulus comparable or even better than conventional metallic materials. The physical and mechanical properties can further be modified by addition of a solid filler phase to the matrix body during the composite preparation.
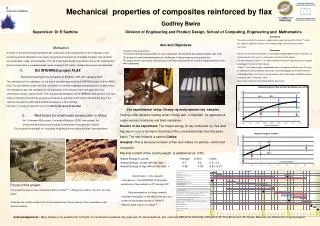
Jute, the so-called golden fiber from eastern India and Bangladesh is one of the most common agro-fibers having high tensile modulus and low elongation at break. If the low density of this fiber is taken in to consideration, then its specific stiffness and strength are comparable to the respective quantities of glass fibers. The fiber has a high aspect ratio, high strength to weight ratio, is low in energy conversion, and has good insulation properties. The jute fiber composites can be very cost-effective material especially for building & construction industry, packing, automobile & railway coach interiors and storage devices.
The main chemical constituents of Jute are cellulose-61-71% hemicellulose-13-20% lignin-12-13% Lignin - acts as a binder for the cellulose fibers - behaves as an energy storage system Cellulose - high tensile strength of composite materials.
1.To explore the possibility of making composites with Nano Fly Ash as reinforcement in polymer base. 2.Solid Particle Erosion wear behaviour of the composite. 3. Some Value added novel applications of Jute based composites are also suggested. This would certainly in a long way will improve the uses of Fly Ash in high priority areas, and would also ensure international market for cheaper substitution.
What is Fly Ash? • Fly ash is one of the residues generated in the combustion of coal. Fly ash is generally captured from the chimneys of coal-fired power plants. • Chemically, fly ash is a pozzolan. When mixed with lime (calcium hydroxide), pozzolans combine to form cementitious compounds.
. FLY ASH (Courtesy of U. of Québec)
History- • More than 2000 years ago, Greeks and Romans built structures that survive today that took advantage of the pozzolan-lime reaction. • Romans used pozzolana cement to build the Appian Way, The Roman baths, The Coliseum and Pantheon in Rome. These structures still exist today!
First usage of fly ash concrete. HUNGRY HORSE DAM In 1929,U.S.A.
1st Usage In India RIHAND IRRIGATION PROJECT, UP (1962)
Introduction to Nanocomposites • Particulate composites: • Matrix • Particulate Phase • Reinforcing particles have at least one dimension (i.e. length, width, or thickness) on the nanometer scale Why small? 125 x (1 x 1 x 6) = 750 = 5 x 150 Surface area: 5 x 5 x 6 = 150 In proceeding from a mm to nm scale the specific surface area increases by 3 orders of magnitude
Materials Required • Jute fiber. • E-Glass fiber. • Flyash • Epoxy resin: LY-556 and • Hardener HY-951
E-Glass ADVANTAGES • High strength • Low cost • High chemical resistance • Good insulating properties DRAW BACKS • Low elastic modulus. • Poor adhesion to polymer. • Low fatigue strength
EPOXY Epoxy resin (Araldite LY 556) having properties :- • Excellent Mechanical Properties • Good Fatigue Resistance • Low Shrinkage • Negligible shrinkage. Hardener In the present work Hardener (araldite) HY 951 is used. This has viscosity of 10-20 poise at 25 °c. the hardener is taken 10 % of volume of polymer .
Fly ash • Fly ash, also known as flue-ash, is one of the residues generated in combustion, and comprises the fine particles that rise with the flue gases. Ash which does not rise is termed bottom ash. In an industrial context, fly ash usually refers to ash produced during combustion of coal. Chemical composition of fly ash
Composite preparation Ingredients used for composite Preparation: - Fiber:- Woven Jute Mats and glass fiber (layered stacking sequence) Filler :- Fly Ash Polymer:- Araldite LY 556 (CIBA GEIGY Ltd.) Hardener :- HY951 Mould used for casting:- Per- pex sheet mould of dimension 150x60x6mm is used Method: - Hand lay-up technique.
Erosion Test:- ASTM G 76 Erosion test rig Details of erosion test rig. (1) Sand hopper. (2) Conveyor belt system for sand flow. (3) Pressure transducer. (4) Particle-air mixing chamber. (5) Nozzle. (6) X–Y and θaxes assembly. (7) Sample holder
Test parameters • Erodent: - Silica sand • Erodent size (µm):- 200 ± 50 • Impingement angle (α0):- 30, 45, 60, 90 • Impact velocity (m/s):- 70 • Erodent feed rate (g/min):- 4 • Test temperature: - RT • Nozzle to sample distance (mm):- 10 • Nozzle diameter 3
SEM micrographs of fresh fly ash SEM micrographs of fly ash after ball milling for 15 hours
XRD patterns of fly ash before ball mill XRD patterns of fly ash after ball mill ball-milled for 15 h,
Conclusions The hybrid composite shows enhanced properties due to the addition of Nano fillers in comparison to micro fillers. The Erosion behavior of jute changes from semi brittle to brittle due to addition of Nano fly ash.
References M.G. Lines, J. Alloys Compd., doi:10.1016/j.jallcom.2006.02.082 (2007). Guozhong Cao, 2004, Nanostructures and Nanomaterials- Synthesis, properties and Applications, Imperial College Press, USA. Baraton M.I., 2003, Synthesis, functionalization and surface treatment of Nanoparticles, American Scientific publication, USA.. Carl C Koch, 2006, Nanostructured materials processing, properties and applications, William Andrew Inc.- NY, USA. Kamar Shah Ariffin, EBS 425/3 – Mineral Perindustrian. Kumar V, Abraham Zacharia K, Sharma P. Fly ash utilization: indian scenario & case studies. http://www.tifac.org.in/news/flyindia.htm as on 15 April 2007. Matsunaga T, Kim JK, Hardcastle S, Rohatgi PK. Crystallinity and selected properties of fly ash particles. Mater Sci Eng-A 2002; 325:333–43.