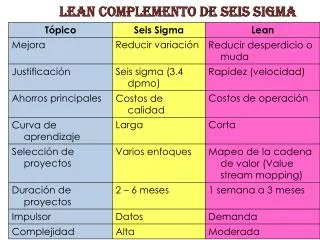
Seis Sigma
Seis Sigma. Renata Teles Moreira rtm@cin.ufpe.br. Disciplina: Tópicos Avançados em Engenharia de Software 3: Qualidade, Processos e Gestão de Software. Roteiro. Origem do Seis Sigma O que é seis sigma CEP – Controle Estatístico do Processo Capacidade de processo Abordagem DMAIC

Seis Sigma
E N D
Presentation Transcript
Seis Sigma Renata Teles Moreira rtm@cin.ufpe.br Disciplina: Tópicos Avançados em Engenharia de Software 3: Qualidade, Processos e Gestão de Software
Roteiro • Origem do Seis Sigma • O que é seis sigma • CEP – Controle Estatístico do Processo • Capacidade de processo • Abordagem DMAIC • Considerações Finais • Referências
O que é Seis Sigma? Não!!!! 3,4 PPM Defeituosos LIE LSE É uma metodologia estruturada para fornecimento de produtos e serviços melhores, mais rápidos com custos mais baixos; com uma forte base em conhecimento de processos e através da redução da variabilidade dos processos. Outro programa para cortar e reduzir custos?.. • O Processo Seis Sigma tem como foco: • Redução do tempo de ciclo; • Redução drástica de defeitos; e • Satisfação dos clientes. Somente um monte de cálculos estatísticos que ninguém entende?..
Origem do Seis Sigma • Na década de 80, a Motorola, promoveu o desenvolvimento da metodologia com o objetivo de melhorar a qualidade dos seus produtos; • Em 1986, Bill Smith, engenheiro da Motorola, definiu um conceito chave para a empresa: Defeitos por Oportunidade, ou Defeitos por Unidade; • Com este indicador, a Motorola passa a medir os defeitos em todas as etapas de produção de forma consistente; • Em 1988 a Motorola recebe o prêmio Malcolm Baldrige National Quality Award, equivalente ao nosso Prêmio Nacional de Qualidade;
Origem do Seis Sigma • A IBM foi uma das primeiras empresas a implantar as técnicas do Seis Sigma, seguindo a Motorola; • Este trabalho resultou, também, no Prêmio Malcolm Baldrige National Quality Award, em 1990; • A partir daí o “SIX SIGMA” começou rapidamente a se tornar um fator crítico de sucesso; • Observou-se que o processo poderia ser aplicado em qualquer organização visto sua versatilidade.
Origem do Seis Sigma • Quando Jack Welch tornou-se CEO da General Electric Company, em 1991, um dos primeiros itens de sua agenda foi a reestruturação de toda a organização; • As 12 unidades de negócio da GE deveriam utilizar processos baseados em Seis Sigma; • Em 1995 a GE começou seu programa com média de qualidade de 3 Sigma; • Antes de 1997, subiu para 3,5 Sigmas; • Este aumento de qualidade transformou a GE, de uma empresa de 25 bilhões de Dólares em uma empresa de 90 Bilhões e alta rentabilidade.
Seis Sigma • Definição Estatística • Sigma (): desvio padrão (variação da média em distribuição normal) • Processo é Seis Sigma: ocorrência de valor fora da especificação é RARA: 3.4 ppm
Seis Sigma • O conceito estatístico, primeiramente, considera que o comportamento do processo segue a distribuição normal de probabilidades; • Baseado nesta premissa, busca-se reduzir gradativamente a variabilidade de um processo até que se atinja um fator de 99,99966% de sucesso ou seja 3,4 PPM (Seis vezes o desvio padrão);
Seis Sigma Processo Estável e Capaz • Gerenciar a qualidade, segundo a perspectiva de redução de variabilidade dos processos, exige das empresas: • A adoção de técnicas de controle estatístico, e • Estudo dos índices de capacidade.
CEP – Controle Estatístico de Processo • Uma técnica estatística desenvolvida para medir e analisar a variabilidade dos processos • Monitora entradas e saídas de processo em um gráfico de controle de tal forma que problemas podem ser resolvidos mais rapidamente. • Os gráficos de controle ajudarão a eliminar variações sem controle em um processo e irá assegurar que o processo ficará estável ao longo do tempo. • Discute tipos de variação que afetam o processo • Causas Comuns de Variação • Causas Especiais de Variação
Causas Comuns de Variação • As causas comuns de variaçãosão inerentes ao processo, ou seja, são conseqüências da forma como o processo foi desenhado. • Originam-se da variabilidade natural do processo. • O processo que varia apenas devido a causas comuns é dito como estável ou sob controle estatístico. • Pode ser reduzida, mas não eliminada
Causas Especiais de Variação • As causas especiais de variaçãocorrespondem a circunstâncias ou eventos não usuais, portanto não inerentes ao processo, sinalizando que algo de especial está influenciando o processo. • O processo que varia devido a causas especiais é dito fora de controle estatístico • Em controle e melhoria de processo é necessário identificar e eliminar causas especiais e trabalhar para reduzir causas comuns.
Gráfico de Controle • O gráfico de controle visa analisar e eliminar variações anormais em determinado processo produtivo, com base em amostras periodicamente coletadas do processo.
Tempo Processo sob Controle Processo sob controle (Causas especiais eliminadas) Processo fora controle (Presença de causas especiais)
Estudo da Capacidade do processo • O estudo da Capacidade do Processo é um dos maiores passos do processo de melhoria continua. Tem três objetivos: • Obter Processo estável • Reduzir a variabilidade das saídas dos processos chaves • Melhorar a capacidade dos processos através da redução da variação e centralizando o processo no seu valor alvo
Estudo da capacidade do Processo • Um estudo da Capacidade do Processo geralmente consiste em quatro passos: • Passo 1: Verificar se o processo é estável; • Passo 2: Verificar se a distribuição dos dados é normal; • Passo 3: Calcular os Índices de Capacidade - Cp e Cpk ; Determinar o Nível de Qualidade Sigma • Passo 4: Fazer recomendações para a melhoria do Processo
Passo 2: Determinar os estão sob a distribuição Normal • Em estudo de Capacidade de Processo, a correta interpretação dos Índices de Capacidade requer que medidas base tenham aproximadamente uma Distribuição Normal. • Distribuição Normal: • Se uma variável aleatória contínua tem a distribuição com o gráfico simétrico e em forma de sino e que pode ser descrito pela equação dizemos que ela tem uma Distribuição Normal.
Spec (Upper) Spec (Lower) Spec Out of Spec Out of Spec In Spec In Spec Out of Spec Probability Probability Probability Passo 3: Índices de Capacidade • Um processo capaz é aquele no qual todas as medidas da população estão dentro dos limites de especificação inferior e superior. Upper and Lower Standards (Specifications) Single Standard (Specification)
Índices de Capacidade • Capacidade é definida como a habilidade de um processo de produzir saídas que atendem as especificações determinadas pelo cliente. • Um processo capaz é aquele no qual a distribuição das medidas de saída dos processos estão centradas no alvo, e uma porcentagem muito alta das medidas estão dentro dos limites de especificação.
Usos dos Índices de Capacidade • Podem ser usados para prover: • Um método de rastrear as melhorias relativas de um processo individual ao longo do tempo; • Um método para estimar a percentagem de defeitos de um produto não conforme; • Um meio de comparar a capacidade de vários processos, cada um com diferentes unidades de medidas e diferentes especificações; • Um meio para identificar o processo mais necessitado de melhoria; • Um conjunto de critérios de qualificação para avaliar fornecedores
Permitido Atual Definição de Cp Variabilidade Permitida do Processo Cp = Variabilidade Atual do Processo
m Spec (LIE) Spec (LSE) Definição de Cpk • Capacidade ajustada dos processos Distância entre a média da população e a especificação limite mais próxima (|m-LSE|). Esta distância dividida por 3s é Cpk. Expresso matematicamente temos: Cp não leva em conta a proximidade dos meios para a especificação central Cp é insuficiente para descrever a capacidade de um processo conforme a especificação
LIE LIE s m Como calcular o Sigma • Medida entre a média e a especificação mais próxima (LIE ou LSE) em quantidade de desvios-padrão (s), utilizando a norma reduzida (z). 6s 6s P(X<LIE) = P(z < -6) = 1,25 ppm P(X>LSE) = P(z < 6) = 1,25 ppm Índice Cpk = 2
LIE 4,5s LIE 7,5s 3,4 ppm ~0 ppm 1,5s m Como calcular o Sigma • Como é difícil manter um processo sempre centralizado, já que a longo prazo, vários fatores provocam seu deslocamento (shift) para cima ou para baixo, a metodologia Seis Sigma validou empiricamente que esse shift da produção era aproximadamente 1,5 desvios padrão. ZCP = ZLP + 1,5 P(X<LSE) = P(z > 4,5) = 3,4 ppm O Capacidade Potencial do Processo
Qualidade Seis Sigma A Visão Seis Sigma da Qualidade “99,99966% Bom” (6s) A Visão Clássica da Qualidade “99% Bom” (3,8s) Sete artigos de correio perdidos por hora Um minuto de água potável duvidosa a cada sete meses 1,7 operações cirúrgicas incorretas por semana Uma aterrissagem curta ou longa na maioria dos principais aeroportos a cada cinco anos 68 receitas médicas erradas a cada ano Uma hora de falta de eletricidade a cada 34 anos 20.000 artigos de correio perdidos por hora Água potável duvidosa quase 15 minutos a cada dia 5,000 operações cirúrgicas incorretas por semana 2 aterrissagens curtas ou longas na maioria dos principais aeroportos diariamente 200.000 receitas médicas erradas a cada ano Falta de eletricidade por quase 7 horas a cada mês
DMAIC O método está centrado na identificação dos problemas-base para a Seleção dos Projetos a serem, na coleta de dados de forma honesta, que leva a conhecer o Desempenho do Processo Atual, na determinação das causas dos problemas, que leva à Análise das Causas, na formulação das ações de melhoria, que leva à Melhoria do Processo, na consolidação e manutenção das melhorias conseguidas, que leva a Manter o Processo sob Controle
DMAIC Define Oportunidades O que é importante? Mede Performance De que modo fazemos? Analisa Oportunidades O que está errado? Melhora Performance O que precisamos fazer? Controla Performance Como nós garantimos a performance?
Definir Esta primeira etapa consiste em definir claramente qual o Efeito indesejável de um processo que deve ser eliminado. • Atividades • Montar uma equipe preparada para aplicar as ferramentas Seis Sigma; • Definir quais são os requisitos do cliente e traduzir essas necessidades em Características Críticas Para a Qualidade • Desenhar os processos críticos procurando identificar os que tem relação com os CPQs do cliente e os que estão gerando resultados ruins • Realizar uma análise custo-benefício
Definir • Atividades (cont.) • Desenvolver o Project Charter • Objetivos do negócio • Relato do problema • Escopo do projeto • Metas e Objetivos • Milestones • Regras e responsabilidades do time do projeto • Planejamento do Projeto
Problem Statement: Delighters Goal: Business Case: More Is Better Scope: Cost Benefit Projection: Milestones: Must Be CUSTOMERS SUPPLIERS VOC Key Issue CTQ Outputs Inputs Process Yield: 60% Yield: 90% Yield: 45% Yield: 98% Definir Business Case Voice of the Customer Project Charter Initial Process Mapping
Definir <Ferramentas> • Diagrama SIPOC • Uma fotografia instantânea do processo que captura as informações críticas para um projeto. • Suppliers – indivíduos ou grupos que fornecem tudo que é trabalhado no processo • Inputs – Informações ou materiais fornecidos • Process – os passos usados para o trabalho • Outputs - O produto, serviço ou informação que será entregue ao cliente • Customers – Cliente final que receberá o produto ou serviço
Definir <Ferramentas> A figura mostra um diagrama SIPOC de uma empresa que aluga equipamentos
Project: Enter Project Name Here Project Information Process Importance Enter Information Here Enter Information Here Leader: Master Black Belt: Project Start: Project End: Cost of Poor Quality: Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Team Members Process Problem Enter Information Here Enter Information Here Sponsor: Black Belt: Master Black Belt: Subject Matter Experts: Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Project Goals Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Process Start/Stop Process Measurements Enter Information Here Start Point: Stop Point: Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Enter Information Here Project Time-Frame Enter Here Enter Here Enter Here Enter Here Enter Here Enter Here Milestone: Enter Here Enter Here Enter Here Enter Here Enter Here Date: Enter Here Enter Here Enter Here
Definir <Ferramentas> • VOC • QFD
Medir O processo em estudo é desenhado e são Medidas as variáveis principais • Atividades • Desenhar o processo e sub-processos envolvidos com o projeto, definindo as entradas e saídas. Estabelecer as relações y=f(x) X Fatores Y Indicadores de desempenho da saída Indicadores de Entradas Indicadores do Processo Medidas de eficiência Medidas de eficácia
Medir • Atividades (cont.) • Criação do Plano de Coletas de dados • Descrição dos critérios específicos usados para as medidas (o que), a método de coleta dos dados (o como), quantia de de dados a serem coletados (quanto), e quem será responsável pelo coleta dos dados (quem) • Assegurar que: • Os dados coletados são significantes; • Os dados coletados são válidos; • Todos os dados relevantes são coletados ao mesmo tempo • Coletar dos dados • Definir a capacidade Seis Sigma do processo atual e estabelecer os objetivos de melhoria do projeto
LSL USL Cp = 0.4 I P O s = 2.7 InputMeasures ProcessMeasures OutputMeasures Data Collection Plan UCL Col # 1 2 3 4 5 6 1000 O1 O2 O3 O4 Inspector A B What questions do you want to answer? Sample # 1st Trial 2nd Trial Diff 1st Trial 2nd Trial Diff X I1 0 1 2.0 1.0 1.0 1.5 1.5 0.0 Data Operational Definition and Procedures FMEA 2 2.0 3.0 1.0 2.5 2.5 0.0 I2 What LCL Measure type/ 3 1.5 1.0 0.5 2.0 1.5 0.5 How Related Sampling How/ -1000 I3 4 3.0 3.0 0.0 2.0 2.5 0.5 Data type measured conditions notes where 5 2.0 1.5 0.5 1.5 0.5 1.0 I4 Totals 10.5 9.5 3.0 9.5 8.5 2.0 10 20 30 Averages 2.1 1.9 0.6 1.9 1.7 0.4 Sum Sum 3.6 4.0 R R Other D B F A C E 1.8 A B A 2.0 B X X How will you ensure What is your plan for consistency and stability? starting data collection? How will the data be displayed? Medir Identify the Metrics Identify Process Capability Display Data Measure the process Validate Measurement Systems Prioritize the Metrics Data Collection Plan
Medir <Ferramentas> • Diagrama de Pareto • 80% do que uma pessoa realiza no trabalho vêm de 20% do tempo gasto nesta realização • O Diagrama de Pareto é uma descrição gráfica de dados que apresenta a informação de forma que possam concentrar os esforços de melhoria nos pontos onde os maiores ganhos podem ser obtidos, nos itens que representam as melhores oportunidades de melhoria.
Medir <Ferramentas> O Gráfico mostra qual a freqüência dos tipos de erros de faturamento
Medir <Ferramentas> • Histograma • É ma forma de descrição gráfica de dados quantitativos, agrupados em classes de freqüência. Permite verificar a forma da distribuição, o calor central e a dispersão.
Analisar A análise dos dados coletados é feita nesta etapa utilizando ferramentas da qualidade e ferramentas estatísticas • Atividades • Analisar os dados coletados utilizando- se ferramentas estatísticas, de modo a identificar os Xs causas óbvias e os Xs causas não óbvias • Identificar e priorizar as causas raises • Validar estatisticamente as causas raízes • Identificar possíveis soluções
VA NVA 22 O O 21 O 20 O O n n 19 O O n n 18 X O X n X 17 n n O X 16 X O n 15 X X n 14 X n 13 X 12 1 2 3 4 5 6 7 8 9 10 Chi-Square t-test c ANOVA ² Y Regression X 1 Analisar Process Door Data Door Cause & Effect . Hypothesis-Testing Design of Experiments Regression Analysis . .
Analisar <Ferramentas> • Diagrama de causa e efeito • Uma ferramenta utilizada para apresentar a relação existente entre determinado resultado de um processo (efeito) e os diversos fatores (causas) que podem influenciar nesse resultado. • Utilizado para o levantamento e apresentação visual de suas possíveis causas e de seu relacionamento com o problema.
Analisar <Ferramentas> Programação incompleta Pessoas Meio ambiente Máquinas Programação incorreta Movimento de Pessoas Falta de manutenção preventiva Falta de Treinamento Distração Operação difícil Temperatura do Ambiente Medição Operação Fadiga Acionamento Duro Indicador Apagado Excesso de horas extras Variação na Dimensão X Feita a quente Amostragem Pequena Instrumento Desgastado Intervalo de Aferição Inspeção Falha Não Padronizado Variação da Dureza Mal Armazenado Desenho difícil de ler Quatro Fornecedores Medição Material Métodos
Analisar <Ferramentas> • FMEA
Melhorar Essa é a fase em que a equipe deve fazer melhorias no processo existente. Os dados estatísticos devem ser traduzidos em dados do processo e a equipe deve por a mão na massa. • Atividades • Desenvolver soluções potenciais • Avaliar, selecionar e priorizar melhores soluções • Implantar soluções pilotos • Confirmar realização dos objetivos do projeto • Elaborar e implementar um plano para a implementação das soluções em larga escala. • Cálculo da nova capacidade do processo
A 4 B 1 C 3 D 2 1 2 3 4 5 6 7 8 9 10 A B C D G E F G H I J Full scale Test Original Melhorar Plan Implementation Generate Solutions Perform Cost-Benefit Analysis Run Pilot Assess Risks Select the Solution FMEA
Controlar Nessa fase deve ser estabelecido e validado um sistema de medição e controle para medir continuamente o processo, de modo a garantir que a capacidade do processo seja mantida. • Atividades • Elaborar de novos procedimentos de medição e controle • Validar desempenho e retorno financeiro • Controle Estatístico do Processo