Download
1 / 42
480 likes | 645 Vues
Casting Processes I. Dermot Brabazon. Ref: Kalpakjian, Serope, Manufacturing engineering and technology. - 3rd ed. Reading, Mass : Addison-Wesley, 1995. - 0201538466 MAIN LENDING 670.42/KAL (Also: MAIN LENDING 670/KAL ). = Casting Processes. The Material Transformation Process. SLS.

E N D
Casting ProcessesI Dermot Brabazon Ref: Kalpakjian, Serope, Manufacturing engineering and technology. - 3rd ed. Reading, Mass : Addison-Wesley, 1995. - 0201538466 MAIN LENDING 670.42/KAL (Also: MAIN LENDING 670/KAL )
= Casting Processes The Material Transformation Process SLS Products Powders Special Firing/ Sintering Pressing Injection moulding Stamping Sheet metal forming Continuous Casting/Rolling Raw Material Rolling Forging/ Press forming Assembly Finishing Ingot casting Extruding Molten Material Machining Casting Shapes Single crystal pulling Blow moulding Increasing level of detail
Casting • The conversion of raw materials into useful shapes using phase transformations • One of the first steps in converting raw materials into useful products • Applicable to most materials • Metals • Ceramics • Plastics • Glass • Also includes mixtures • Ceramic slips and slurries
Casting – a phase change forming process • Form the shape from a fluid material state in a mould or container. These materials include • Molten metals • Monomer solutions • Slips • Slurries • Change the liquid into a solid by • Removing heat • Removing suspending liquid • Initiating a reaction • apply heat • inject reactants • irradiate with photons
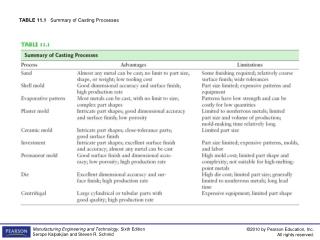
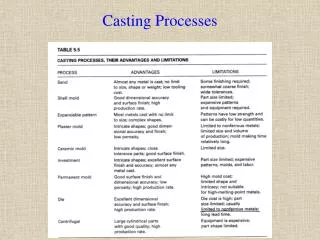
Casting Fundamentals • Casting advantages • High shape complexity with internal cavities • Large shape size and variety • Wide variety of materials • Ease of production • Variety of materials that can be cast • Close tolerances (some processes) • High surface finish (some processes) • Excellent mechanical properties (some processes) • Economic (for some lot sizes) Kalpakjian pp 262-263
Casting Fundamentals • Casting disadvantages • High setup costs (some processes) • Low tolerances (some processes) • Low surface finish (some processes) • Porosity (some processes) • Inhomogeneities (some processes) • Poor mechanical properties (some processes)
Casting Fundamentals • Overall Process: • Make mould • Pour in fluid to solidify • Cool/solidify • Remove shape from mould
Types of Casting • Molten materials which solidify on cooling • Metals, ceramics, glasses • Liquids which solidify by reactions with light, activators/hardeners or moisture • Plastics • Slurries which solidify by the extraction of the suspending medium (usually water) • Ceramics
Casting Fundamentals for Molten Material • Factors affecting solidification characteristics from the molten state: • Fluidity • Flow of molten material into the cavity • Heat transfer effects • During solidification and cooling • Solidification effects • Influence of the type of mould material Kalpakjian p 265
Fluidity of Molten Metal • Fluidity is dependent on: • Characteristics of the fluid • Casting parameters
Fluidity - Characteristics of the fluid • Basically, Fluidity is the ability of the liquid to flow into the mould • If these increase: • Temperature sensitivity of viscosity • Surface tension • Inclusions • Freezing range then Fluidity Reduces Kalpakjian pp 274-275
Theory of Fluid Flow • Theory has three components: • Bernoulli's theorem • Continuity law • Laminar vs turbulent flow Kalpakjian pp 272-275
Bernoulli's theorem where h is the elevation above a reference plane, p is the pressure at that elevation, v is the velocity of the liquid at that elevation, is the density of the liquid and g is the gravitational constant
Continuity Law For an incompressible liquid: • Av = constant, called the flow rate where A is the cross sectional area and v is the velocity
Laminar vs. Turbulent Flow • Laminar flow is preferred • Reynolds number (Re) less than 2000 • Turbulent flow (Re >4,000) can cause air entrapment and dross (oxide) formation • results in defects Re = VD/ where V and D are a fluid characteristic velocity and distance; is density and is viscosity.
Parts of casting mould to be included in fluid flow analysis • Pouring basin • where the molten metal enters the mould • Gating system • connects the pouring basin to the rest of the mould through • Sprue (connects the pouring basin to the runners) • Runners (carry the molten metal to the mould) • Risers • act as reservoirs to supply molten material as it solidifies and shrinks
Fluidity - Casting parameters • Mould design • Mould material • Mould surface characteristics • Degree of superheat • Rate of pouring • Heat transfer Kalpakjian p 275
Casting Fundamentals for Molten Material • Factors affecting solidification characteristics from the molten state • Fluidity • Flow of molten material into the cavity • Heat transfer effects • During solidification and cooling • Solidification effects • Influence of the type of mould material Kalpakjian p 265
Heat Transfer • Very complex phenomenon • Very simple process • A cold mould extracts heat from the melt causing it to solidify • Critical to design of mould • Can compute a relative time for solidification Kalpakjian p 275
Heat Transfer - solidification time • Solidification time is proportional to the square of the volume divided by the surface area • A sphere will have a much longer solidification time than a complex shape of the samevolume
Effect of Cooling Rate • Rate of cooling is critical for the structure of the material and hence its properties • Slow cooling (~0.1K/s) gives large grain sizes • Fast cooling (~10 K/s) gives small grain sizes • Very fast cooling rates (>10 K/s) produce amorphous materials • Implications:- • Should design artifact to be thin and not massive • Require "chills" to control cooling rate
Casting Fundamentals for Molten Material • Factors affecting solidification characteristics from the molten state • Fluidity • Flow of molten material into the cavity • Heat transfer effects • During solidification and cooling • Solidification effects • Influence of the type of mould material Kalpakjian p 265
Solidification Effects • This is where the material becomes important • Plastics • Not as critical as for metals • Semiconductors • Specialty crystal growing • Single crystal so no microstructures • Glass • No microstructure (amorphous) Kalpakjian pp 263-277
Solidification Effects - Metals • Molten metal solidification events depend on the type of material • Pure metals • Alloy
Solidification of Pure Metals • Solidification occurs at one temperature • Solidification occurs from the mould walls to the center in a plane front • Grains tend to be equiaxed in the centre of the casting, but grow outward from the mould wall in a columnarstructure • Nucleation agents can cause a more equiaxed structure (more uniform grains and size distribution)
Solidification of Alloys • Eutectics behave similarly to pure metals • Cast grain structure depends on phase diagram
Copper-Nickel Phase Diagram Kalpakjian p 120
Solidification of Alloys • Alloys with liquidus and solidus temperatures have a physical “mushy zone” • “Mushy zone” has solid particles and liquid co-existing • Solid particles tend to be dendritic (tree like) in nature that grow from the mould wall • Microstructure highly dependent on cooling rate • Freezing range is the temperature difference between the liquidus and solidus temperatures • Ferrous alloys tend to have small freezing ranges • Aluminium and magnesium alloys tend to have wide freezing ranges
Crystallization Phenomena Kalpakjian p 267
Why is solidification so important for metals? • The solidification events determine the microstructure of the product: • Grain size • Grain distribution • Grain morphology • Grain boundaries • Grain composition • Porosity content and type
Influence of grain size and microporosity If these decrease: • Grain size • Microporosity • Strength and • Ductility increase then • Cracking tendency decreases Kalpakjian p 269
Structure-Property Relationships • Slow cooling- uniform composition • Normal cooling- micro and macro segregation • Microsegregation • Segregation of alloying elements within the grains or dendrites • Dendrite surface has higher concentration of alloying elements than core • Macrosegregation • Segregation of alloying elements across the casting itself
Structure-Property Relationships • Types of macrosegregration • Normal • Constituents with lower melting temperature are driven away from the mould wall to leave a higher concentration at casting center • Inverse • Melt enters the cavities among the dendrites formed at the surface • Gravity • Heavy elements sink to the bottom • Macrosegregation gives rise to inhomogeneous microstructures and therefore bad mechanical properties
Avoidance of Macrosegregation • Use • Nucleation agents • Create more grains and better chemical homogeneity by mechanical means • Rheocasting - stir the metal while it is in the mushy zone • Vibration • Electromagnetic stirring
Solidification Effects - Shrinkage • The metal shrinks as it cools • in the melt • as it solidifies as a solid (largest) Volume Solid Contraction of some metals: Aluminium 6.6% Carbon Steel 2.5-3% Copper 4.9% Gray iron -2.55 Kalpakjian p 279
Impact of Shrinkage on mould Design • Dimensions of mould • moulds must be constructed to be larger than the final product because the metal shrinks as it cools • Patternmakers ruler • Warpage due to differential shrinkage • Defects due to induced stresses • Porosity
Part Porosity • Caused by shrinkage or gases • Detrimental to the strength and ductility of the metal, the surface finish and pressure integrity of the part
Shrinkage Porosity • Caused by differential cooling • Thin sections cool faster than thick sections leading to too little material in the thick sections • When the thick sections begin to solidify, porosity develops due to the lack of feed metal which is often cut off by already solidified thin sections • mould designers avoid this by the use of chills and proper flow channels and riser placement
Gas Porosity • Liquid metals have greater solubility for gases than solid metals • Any gas in the melt appears as spherical cavities • Melt treatment must include various degassification processes • Can also have gases arising from reactions (melt - mould)
List of other defect classes • Projections • fins, flash, swells (massive), rough surfaces • Cavities • internal, exposed, blowholes, pinholes • Discontinuities • cracks, cold and hot tearing, cold shuts • Defective surface • folds, laps, scars, adhering sand, oxide scale • Incomplete casts • insufficient metal, leaky moulds • Incorrect dimensions or shape • improper shrinkage allowance, warping, etc • Porosity See Kalpakjian pp 279-281
Casting Fundamentals for Molten Material • Factors affecting solidification characteristics from the molten state • Fluidity • Flow of molten material into the cavity • Heat transfer effects • During solidification and cooling • Solidification effects • Influence of the type of mould material Kalpakjian p 265
Influence of the mould material • Mould material impacts on: • the heat transfer rate • the surface finish • the number of and hence grain size of the microstructure • Selection of the mould material is strongly influenced by the process