Download
1 / 10
110 likes | 285 Vues
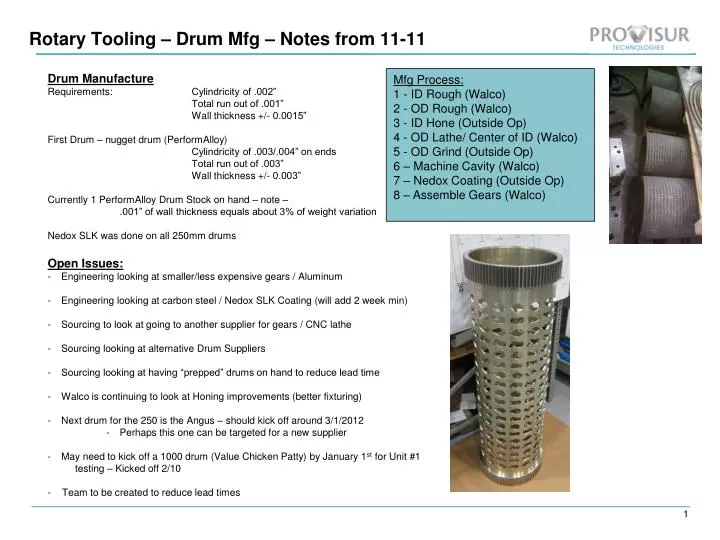
Rotary Tooling – Drum Mfg – Notes from 11-11. Drum Manufacture Requirements: Cylindricity of .002” Total run out of .001” Wall thickness +/- 0.0015” First Drum – nugget drum (PerformAlloy) Cylindricity of .003/.004” on ends Total run out of .003” Wall thickness +/- 0.003”

E N D
Rotary Tooling – Drum Mfg – Notes from 11-11 • Drum Manufacture • Requirements: Cylindricity of .002” • Total run out of .001” • Wall thickness +/- 0.0015” • First Drum – nugget drum (PerformAlloy) • Cylindricity of .003/.004” on ends • Total run out of .003” • Wall thickness +/- 0.003” • Currently 1 PerformAlloy Drum Stock on hand – note – • .001” of wall thickness equals about 3% of weight variation • Nedox SLK was done on all 250mm drums • Open Issues: • Engineering looking at smaller/less expensive gears / Aluminum • Engineering looking at carbon steel / Nedox SLK Coating (will add 2 week min) • Sourcing to look at going to another supplier for gears / CNC lathe • Sourcing looking at alternative Drum Suppliers • Sourcing looking at having “prepped” drums on hand to reduce lead time • Walco is continuing to look at Honing improvements (better fixturing) • Next drum for the 250 is the Angus – should kick off around 3/1/2012 • Perhaps this one can be targeted for a new supplier • May need to kick off a 1000 drum (Value Chicken Patty) by January 1st for Unit #1 • testing – Kicked off 2/10 • - Team to be created to reduce lead times Mfg Process: 1 - ID Rough (Walco) 2 - OD Rough (Walco) 3 - ID Hone (Outside Op) 4 - OD Lathe/ Center of ID (Walco) 5 - OD Grind (Outside Op) 6 – Machine Cavity (Walco) 7 – Nedox Coating (Outside Op) 8– Assemble Gears (Walco)
The following lists the steps and estimated completion dates 1. Purchase material 2. Programming 3. Tooling 4. Nomura boring mill: 3/3 Center Bore 5. Leblond Lathe 3/5 Rough OD 6. Niigata 3/9 Rough Facing / Boring Bore Steps inside 7. 6va MCVA Gantry 3/23 Rough outside mill work 8. Niigata 4/18 Finish inside boring 9. Nomura 6/13 Center Bore–inside boring & CN added holes 10 .Leblond Lathe 6/14 True up OD 11. 6va MCVA Gantry 6/17 Finish outside milling - ECN 12. OD Grinding 6/24 Outside Shop - Grinding 13. 6va MCVA Gantry 6/27 Final vacuum pocket manufacture 14. Plating 6/27 Send to Chrome Plating 15. Plating 6/30 Review at Walco 16. Ship to Provisur Technologies 6/30 1000 mm Rotary Former Mandrel Timing - #1305
Rotary Former – Long Lead Time Items Prod SchPart Due DateShip Date Unit #1 N/A 5/25 Unit #2 7/1 (8 wks prior) 8/31 Unit #3 9/5 (7 wks prior) 10/26 Unit #4 11/1 (6 wks prior) 12/14 Mandrel / Raw Material 250mm: 1045 Steel1000mm: Unit #1 Royalloy Complete Unit #2 Royalloy Raw material on order Unit #3 Royalloy Raw material on order Unit #4 Royalloy Raw material on order Update/ Open Issues:Engineering did kick off print for mandrel raw material on 11/14 Planning will kick off Purchase orders for the one raw blank from the distributer and 4 raw blanks from the mill by 11/15 Engineering looking at alternative materials Using Royalloy now.. 303/304 will not supposedly hold tolerancing Will consider other stainless (400 series) 250mm has seen a lot of rust / Chrome scrapped through / Chrome thin? .0003/.0005” used? Would Nedox coating be more effective than Chrome? – May be slightly cheaper and produce better results / no Chrome buildup on edges Can we eliminate OD Grinding with the Nedox? Chrome? We may take the 250 mandrel – strip the plating – and put Nedox on it for testing
Rotary Former – Long Lead Time Items Part Due DateShip Date Unit #1 N/A 5/25 Unit #2 7/1 (8 wks prior) 8/31 Unit #3 9/5 (7 wks prior) 10/26 Unit #4 11/1 (6 wks prior) 12/14 Waukasha Pump The gear fixture (picture on right) is very difficult to manufacture and Hold tolerancing. It is also difficult to assemble all of the Parts at Provisur Looking at three options Option #1 Same design - ? Thicker wall? (can it be bent to 90 Degree?) Standard Pump Lead Time 8 weeks Option #2 New custom Pump housing from pump manufacturer Lead Time 14 weeks – all costs being equal – best choice as it - allow the unit to come in pre-assembled - allows Provisur to maintain the pump manufacturers warranty Option #3 Redesign entire pump by Provisur Update /Open Issues: Engineering and Sourcing working up design and cost optoins. Need to make a decision and kick off Unit #2 by March 15th (14 wk lead time)
Rotary Tooling – Unit #1 – Inner Platen Problem Tolerance Issues: Initial run - Inner Platen warped .050” after machining The part is held in vacuum, cut and released. Update – with new manufacturing methods – Walco is able to hold .010”-.020”
Rotary Former – Long Lead Time Items Part Due DateShip Date Unit #1 N/A 5/25 Unit #2 7/1 (8 wks prior) 8/31 Unit #3 9/5 (7 wks prior) 10/26 Unit #4 11/1 (6 wks prior) 12/14 Miscellaneous LLT Parts Frame & Legs: 10 wks Legs may be changed to sold or angle Drum Gear Drives: 10 wks – Polygon Design Torque wasn’t as strong as originally thought Knockout Shafts Gears may be able to be reduced in width Hopper & Assy: 10 wks Need to verify if the new Accumax will work Wittenstein Motors 8-10 wks One pump motor and two feed screw motors Eng/Sourcing looking at other options Balance of parts / need March, 2012 kickoff Design and Prints need to be finalized by mid March, 2012 CURRENTLY IN A GOOD POSITION FOR UNIT #2
Rotary Former Parts issue 4 – 1m Knockout Drive Shaft – Manufacturability Eng Lead: Dave Hanson Supply Chain: Steven Call Run out tolerance is very difficult for HM Manufacturing to hold Will review design with engineering for manufacturing improvements The Second shaft is 45” long A review was held with the supplier – and material has been changed to 4150 Heat Treat steel w/ plasma Nitrite coating Prints have been changed – parts being quoted 5 – Mandrel Mfg Method Eng Lead: Supply Chain: Steven Call Need to develop new manufacturing process to reduce steps and lead time Excessive Chrome build up on slots Carbon steel about $4K cheaper than Royalloy but dimensions would not be as stable $15.7K vs. $22.2K
Rotary Tooling – Drum Mfg - Rework • 1 – Drum Manufacture – Opening up cavities after completion • No issues identified – should not be a problem for the supplier • 2 – Drum Manufacture – Modifying ID after Drum Mfg - Risk • Current Mfg method does not allow for an easy change to the ID of the drum after MFG. • Current Tolerance on wall thickness is +/- 0.0015” per print. • Re-honing a finished drum - Walco tried to hone/ thin out a finished 250 nugget drum – and had the wall • thickness vary by as much at .008”. (.298/.306 result verses a tolerance of .30005/.30035) Walco had to • then re-bore the drum to hold a new set of tolerances. • NOTE – this was on a drum without cavities – Cavities could effect this more • Open Issues: • Walco is working on additional honing fixturing • Sourcing continuing to investigate ID grinding (first supplier to quote – quoted $19K) • Proposal – can we take the smaller value chicken patty drum (thinnest / worst case) and measure before / after wall thickness for a re-honing process? No – this drum will be used later on… (it is to the future Value Chicken Patty Thickness) • Need to figure out final standard offering – and plan • Under 0.005” thinning of the wall – Honing? TBD • Over 0.005” thinning of the wall – Boring? TBD
Frame Timing (2 Units) Machine Mounting Fixtures at Walco 3/15-4/7 Ship machine parts to Ace 4/8 Form / weld Frames at Ace 4/8 – 4/27 Send Frame #1 to Walco 5/3 Machine Frame #1 at Walco 5/3 - 5/12 Send Frame #1 to Ace 5/12 – 5/13 Final Frame work / Sand blast 5/13 Receive Frame #1 at Provisur 5/17 / Rework 5/24 Receive Frame #2 at Provisur 6/22 Hopper Timing (3 Units / one for Rotary) Pre-Machine Parts from Walco 4/19 Assemble Hoppers at Ace 4/20–5/3 Ship Hoppers back to Walco 5/3 Machine Hoppers at Walco 5/3-5/20 Ship Hoppers back to Ace 5/20 Final shot blasting at Ace 5/20-5/23 Hopper #1 / Feed Screws to Provisur (Accumax) 5/25 Hopper #2 / Feed Screws to Provisur (Rotary) 6/20 Hopper #3 / Feed Screws to Provisur (Accumax) 6/20 Accumax500 #1265 - Parts Timing
The 250mm Rotary Machine – (new Drum): Looking at two more drums (chicken & patty) for the European market Rotary Former Tooling 250mm - Timing