Download
1 / 42
440 likes | 634 Vues
Poynton Business Management & Environmental System. Core Processes (TP065). Calibration. Outsource. PEAR 6; Repair Service Provision. Machining. PEAR 1; Requirement for Products & Services. PEAR 2: Planning. PEAR 3&5; Production. Control of non-conforming outputs.

E N D
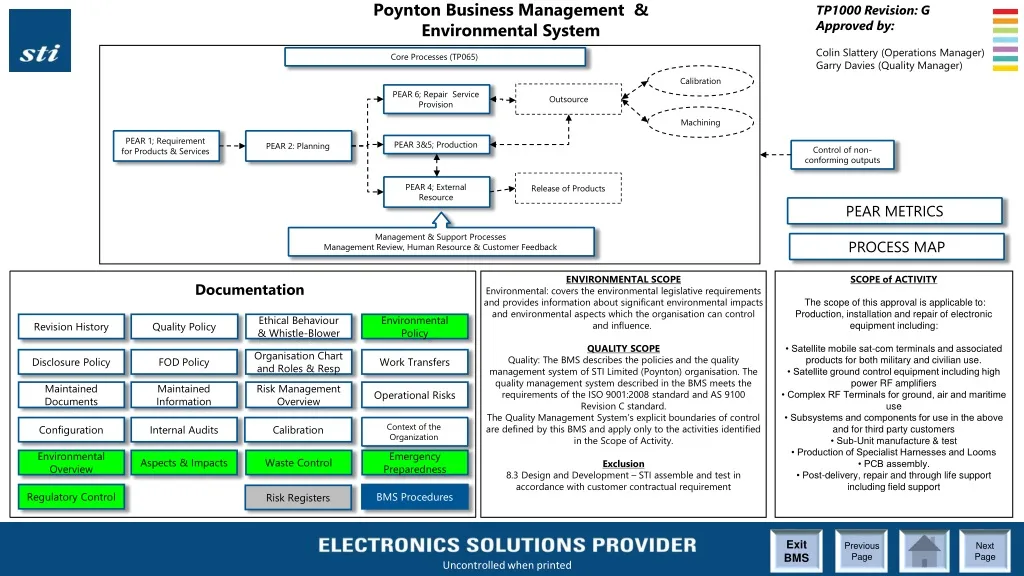
Poynton Business Management & Environmental System Core Processes (TP065) Calibration Outsource PEAR 6; Repair Service Provision Machining PEAR 1; Requirement for Products & Services PEAR 2: Planning PEAR 3&5; Production Control of non-conforming outputs Release of Products PEAR 4; External Resource PEAR METRICS Management & Support Processes Management Review, Human Resource & Customer Feedback PROCESS MAP • ENVIRONMENTAL SCOPE • Environmental: covers the environmental legislative requirements and provides information about significant environmental impacts and environmental aspects which the organisation can control and influence. • QUALITY SCOPE • Quality: The BMS describes the policies and the quality management system of STI Limited (Poynton) organisation. The quality management system described in the BMS meets the requirements of the ISO 9001:2008 standard and AS 9100 Revision C standard. • The Quality Management System’s explicit boundaries of control are defined by this BMS and apply only to the activities identified in the Scope of Activity. • Exclusion • 8.3 Design and Development – STI assemble and test in accordance with customer contractual requirement • SCOPE of ACTIVITY • The scope of this approval is applicable to: • Production, installation and repair of electronic equipment including: • • Satellite mobile sat-com terminals and associated products for both military and civilian use. • • Satellite ground control equipment including high power RF amplifiers • • Complex RF Terminals for ground, air and maritime use • • Subsystems and components for use in the above and for third party customers • • Sub-Unit manufacture & test • • Production of Specialist Harnesses and Looms • • PCB assembly. • • Post-delivery, repair and through life support including field support Documentation Revision History Ethical Behaviour & Whistle-Blower Environmental Policy Quality Policy Organisation Chart and Roles & Resp Disclosure Policy FOD Policy Work Transfers Operational Risks Maintained Documents Maintained Information Risk Management Overview Internal Audits Calibration Context of the Organization Configuration Aspects & Impacts Waste Control Emergency Preparedness Environmental Overview BMS Procedures Regulatory Control Risk Registers
Poynton BMS Library Logistics Operations Manufacturing Management Procurement Facilities Repairs Bids Quality Assurance Environmental Health & Safety Human Resources
Poynton Quality Policy • It is the policy of the company to meet customer requirements and enhance their satisfaction with our products and overall service by operating all of our processes under controlled conditions. • This policy is deployed through our quality management system that has been established, documented and implemented to fully conform to the Standard(s) and customer-specific, applicable law and regulatory requirements as they apply to our products, services and BMS documentation • The system is maintained and continually improved through the setting, monitoring and reviewing of our quality objectives, data analysis, internal auditing, disciplined problem solving, corrective and preventive actions, physical and human resource requirements, and management review. Changes in the governing standards and regulatory/contractual requirements are assessed and incorporated on an on-going basis. • Personnel are provided with instruction to assure their understanding of the company quality policy and training/coaching to enable them to competently carry out their work. They are given access to quality management system documentation and are made aware of relevant procedures and/or job instructions. They are motivated to understand and achieve quality objectives, to make continual improvements, and to appreciate the consequences for the customer of any non-conformities to quality requirements. The necessary infrastructure and work environment is provided and maintained to ensure conformity to product, regulatory and law requirements. • The organisation remains responsible for quality of all products purchased from suppliers and sub-contractors, including customer designated sources which is incorporated into customers product and/or service • The company takes full responsibility for the product supplied and does not use any verification activities carried out by its customers as a means for quality control of product supplied.
Poynton Energy Mission and Environmental Policy Statement • Surface Technology International Ltd recognise the social and economic importance of environmental protection and the implications of its activities on the local and global environment. We are fully committed to meeting this challenge and to working towards the continual improvement of our environmental standards and practices. • To support the stated commitment, it is the management policy to integrate environmental considerations into the decision making process. • In order to maintain and sustain the Company’s environmental performance we will take every reasonable practical means to: • Comply with all relevant statutory and corporate environmental requirements. • Commit to continual improvement and prevention of pollution • Achieve good environmental standards in all activities including the reduction, control, handling, use, storage and disposal of waste. • Make economic use of energy, water and all other resources to minimise waste in all aspects of the business. • Assess regularly the environmental impact resulting from business operations and remain fully informed of recognised best practices. • Include environmental issues in management review meetings to increase employee’s awareness and active involvement. • Maintain contingency plans where foreseeable risk of environmental incidents exists. • Senior Management are responsible for the implementation and management of the environmental programme. • Through the efforts of all employees we ensure that our policy objectives are achieved.
Poynton Ethical Behaviour Alison Mitchard (HR Business Partner) • We are committed to ensuring that no employee receives less favourable treatment on the grounds of characteristics listed as ‘protected’ in the Equality Act 2010, currently: • Age • Disability • Gender reassignment • Marriage and civil partnership • Pregnancy and maternity • Race • Religion and belief • Sex • Sexual orientation • Our commitment also extends to our treatment of customers, suppliers, and others not employed by the Company, and is documented within the following policies, which are available on the intranet: • Equal Opportunities Policy • Anti Bribery Policy • Dignity at Work Policy • Recruitment Policy • Training. Learning and Development Policy • In addition, legacy Airbus employees will be bound by the following Airbus policies (copies are held by HR): • Anti Bribery Policy • Dignity at Work • Equal Opportunities • Ethics and Compliance Whistle-Blower Policy
Poynton Whistle-Blower Policy Alison Mitchard (HR Business Partner) Surface Technology International Enterprises PLC [referred to as “STI” or “the Company”] believes that employees should have the ability to raise genuine concerns about suspected fraud, wrongdoing, illegal or other inappropriate practices within the Company, which put others, or the Company, at risk. This is an important part of the Company’s commitment to achieving the highest possible standards of quality, honesty, openness and accountability in all of its practices. The Company is therefore committed to ensuring that mechanisms are in place to enable employees to raise genuine concerns without fear of retribution or reprisal.
Poynton Disclosure Policy Alison Mitchard (HR Business Partner) • All of our personnel are protected from suffering any detriment, or from being dismissed if they make ‘Qualifying Disclosures’ as set out in the Public Interest Disclosure Act 1998. The mechanism for making any such disclosure is set out in the Company’s ‘Whistleblowing Policy’, which is available on the intranet. • For a disclosure to be protected under the Act, it has to relate to subject matter that ‘qualifies’ for protection. Qualifying disclosures are disclosures which the worker reasonably believes tend to show that one or more of the following is either happening now, took place in the past, or are likely to happen in the future: • a criminal offence • the breach of a legal obligation • a miscarriage of justice • a danger to the health and safety of any individual • damage to the environment • deliberate concealment of information tending to show any of the above five matters • A qualifying disclosure will be a ‘protected’ disclosure provided the worker: • makes the disclosure in good faith • reasonably believes that the information disclosed and any allegation contained in it are substantially true • Revision:
Poynton FOD Policy • Foreign Object Debris (FOD) is defined as any material (including loose articles) that originates from any source, either external to or part of the hardware, which can cause damage to hardware or its ultimate platform. FOD presents a significant risk to aviation, space and defence organisations as damage caused by foreign objects could cause catastrophic failure at any time. Such failure could result in damage to or loss of hardware/vehicle and or personal injury or death. It is therefore of paramount importance that measures are taken to minimize the likelihood of FOD occurrences. • The particular challenges presented by aviation, space and defence manufacture must be addressed so that FOD is eliminated from the manufacturing process. STI Limited (Poynton) has appointed a FOD Champion. The role of the FOD Champion is to ensure that the Company reduces the risk of FOD by prevention, awareness, control, facilitates the capture and reporting of FOD events. Our FOD Prevention policy can be seen in two parts – • FOD Prevention in the build and assembly of hardware- This is achieved by including FOD prevention practices as part of the training and Induction of all our employees. The FOD Champion produces communications to promote the correct FOD Prevention behaviours and to publicise FOD events and issues. The FOD Champion investigates lapses in FOD prevention and make changes to prevent re-occurrence. • FOD Awareness and control across STI Limited (Poynton)– The FOD Champion shall promote awareness of FOD Prevention by all methods available. This includes film, posters, articles and briefings. The site is divided into FOD designations (Awareness, Control and Critical) . Each designation shall complete a cleanliness inspection periodically. The inspection shall identify and correct all shortfalls in housekeeping in that designation. There is a periodic review chaired by the FOD Champion. The FOD Champion shall provide a means by which anyone on site can report a FOD issue. A system of FOD Alerts and General communications shall be maintained.
Poynton Organisation Chart Chris Lyon Chief Operating Officer Colin Slattery Site Operations Manager Human Resources Fiona Fairley John Coughlan Facilities Colin Slattery Project Operations Manager Paul Gill Procurement Manager James Mansfield Manufacturing Manager Garry Davies Quality Manager (Management Representative) EHS Production Engineering Project Management Manufacturing & Test EHS Management Roles & Responsibilities Stores & Logistics Account Management EHS Staff Roles & Responsibilities Bid Team Click on role to access “Roles, Responsibilities & Accountabilities
Roles, Responsibilities and Authorities:Site Operations Manager Organisation Chart
Roles, Responsibilities and Authorities:Project Operations Manager Organisation Chart
Roles, Responsibilities and Authorities: Quality Manager (Management Representative) Organisation Chart
Roles, Responsibilities and Authorities: Procurement Manager Organisation Chart
Roles, Responsibilities and Authorities: Manufacturing Manager Organisation Chart
Roles, Responsibilities and Authorities: Facilities Manager Organisation Chart
Roles, Responsibilities and Authorities: Human Resources Organisation Chart
Roles, Responsibilities and Authorities: Environmental, Health & Safety (E H&S) : Departmental Management Organisation Chart
Roles, Responsibilities and Authorities: Environmental, Health & Safety (E H&S) : Departmental Staff Organisation Chart
Requirements for Products and Services I1 Quote or decline to quote I2 O1 I3 WHO WHAT Develop requirements to enable a formal quotation (If upon review the organisation determines that some customer requirements cannot be met or can only partially be met (e.g., Complexity, delivery, capacity etc.) the organisation shall negotiate a mutually acceptable requirement with the customer. This shall be stated prior to acceptance of order O2 Sales Admin Epicor O3 OUTPUT INPUT IMPORTANT NOTE When a customer or organisation has identified raw material as a significant operational risk (e.g., critical items), the organisation shall implement a process to validate the accuracy of test reports. I1 Request for Quotation I2 Customer Drawings I3 Customer Specifics (e.g., FAIR, Key Characteristics, Nadcap etc.) I4 Customer Order I5 Amendment to Order I6 Revised Drawing I6 SOW (Statement of Work) O1 No Bid O2 Register O3 Epicor O4 Quotation O5 Order Acknowledgement Quotation raised and submitted to the customer for review O4 No Close file Win? MONITOR Yes HOW PCR Lifecycle Times Order review against quotation completed (evidenced by ‘Contract Review’ stamped, dated & signed on the order) I4 Customer documentation (e.g. customer Drawings, Supplier Quality Manual etc.) O5 I6 Review the amendment and determine any additional actions e.g. W.I.P at risk, price etc.. Re-quote where required I5 I6
Planning & Change Control I1 Requirement for Fixtures/ Tooling and/or Requirement for Test Program(s)? determined WHO I2 WHAT I3 X-Functional Team CAD & Microsoft O2 Manufacturing documents generated as appropriate to customer requirements ensuring Configuration control is maintained as a minimum on A¦S¦D Orders O3 OUTPUT Product Specific Folder Generated INPUT O4 O1 Fixture Drawings O2 Tools and fixtures (as applicable) O3 Test Programmes) O4 Product Specific Folder O5 Change Note O6 Partial/Full FAIR O7 Manufacturing Schedule I1 Customer Design I2 Customer Orders/Schedules I3 Change to Process I4 Change to Design I5 Raw Materials IMPORTANT NOTE When a customer or organisation has identified raw material as a significant operational risk (e.g., critical items), the organisation shall implement a process to validate the accuracy of test reports CHANGE CONTROL Defined as one or more of the following: changes affecting processes, production equipment, tools, or software programs I4 O5 A review of the change shall be maintained, and where it is judged that this has compromised contractual agreements the customer shall be informed before such changes take place MONITOR HOW O6 “On-Hold” Metrics Customer documentation (e.g. customer Drawings, Supplier Quality Manual etc.) The organisation shall use a representative item from the first production run of a new part or assembly to verify that the production processes, production documentation, and tooling are able to produce parts and assemblies that meet requirements. I5 Raw Material & Design availability maintained against Customer Requirements O7
Repair Service Provision Requirement for Repair Service Provision Either within or external to a contracted service agreement WHO WHAT Repairs Team PRC Database & EPICOR Survey In line with requirements agreed with customer I1 INPUT OUTPUT Quote Determine source of issue and solution for addition to customer communication. I2 I1 Unserviceable Product I2 Historical Data I3 Repair Costings I4 Service Agreement (Inc Purchase Order & Schedule) I5 Design Specifications I6 Calibrated Test Equipment I7 Product for Despatch I3 O1 Purchase Order Amendment O2 Repair Report O3 Test Report O4 Serviceable Product O5 CofC Authority (Customer designate) O1 I4 Repair In-house or sub-contractor (In line with requirements agreed with customer) O2 I5 MONITOR HOW Test In-house or sub-contractor (In line with requirements agreed with customer) I6 O3 Turn-Around Time (TAT) Customer Agreements Customer Documentation (e.g. customer drawings, test specifications etc.) Repair processes Repair Job Pack O4 Return I7 O5
Control of Externally Provided Processes, Products and Services I1 Purchase order raised WHAT WHO I6 Epicor On ASL? Administration & Stores Personnel Supplier Approval Process IMPORTANT NOTE When a customer or organisation has identified raw material as a significant operational risk (e.g., critical items), the organisation shall implement a process to validate the accuracy of test reports. No Yes O1 INPUT OUTPUT Raise Order O4 I1 Demand I2 Incoming Material I3 Incoming Processed Product I4 Product for Despatch I5 Product for Outsourced Processes I6 Customer Specific Requirements (Flow down) O1 Purchase Order O2 Delivery Invoice O3 Product to the customer O4 Subcontract O5 Non- Conformance O6 Material to production O7 Certificate of Conformity Raw Material Outsource Tooling Consumable I2 I5 Book in and release Track for timely return, book in and verify conformity O4 Book material in and verify CofC and/or Chemical analysis. Quarantine product when documentation is incorrect or suspicious O5 Or ? Production O6 HOW MONITOR O2 • Check all operations completed. • Pack Product • Arrange Delivery • Issue Certificates Internal Purchase Orders Incoming Documentation Mill Certs C of C’s O3 O.T.D & Product Conformity I4 O7
New External Product or Service Provision & Ongoing Review Identify Potential WHAT WHO Evaluate Potential Risks O1 I1 Epicor Purchasing Potential Risk? Yes Mitigate and record OUTPUT INPUT No Add to Register I1 New Supplier I2 Customer Nominated O1 Supplier Evaluation O2 Purchase Order Module O3 Supplier NCR I2 Monitor Q&D O2 Q&D Okay? Yes Continue to Monitor Seek Customer support if Customer Nominated supplier No Flow down Corrective Action O3 HOW • ASL Continually review with supplier progress/actions being taken to redress identified concern
Control of Production and Service Provision I1 Set-up the process If applicable, all previous operations have been completed Issue levels correct (Configuration) WHAT WHO I2 I3 Tools, Measuring Equipment, Epicor, A.T.E, ESD Controls Production Temporary Process Change Where it is determined that a ‘temporary’ change is required the approving person can amend the ‘relevant document(s) and append his/her signature. Where deemed necessary, routing will be permanently modified INPUT OUTPUT Qualify the process Process Validation and/or First Off approval. I1 Material I2 Job Pack I3 Design Documentation O1 Finished Product O2 Completed Documents O3 FAIR In-Process Contain and segregate where process and/or product Non-conformity is identified HOW Split batch control Where required, split batches will be positively identified and traceable back to the original Route Card Job Pack (Route Cards, Drawings etc.) CNC Programs MONITOR Compliance checking, Product Conformity & OTD 01 FAIR Where required, sample(s) submitted with batch 02 Non-conformities 03
Management & Support Processes Management Review Human Resource Customer Perception • Regulatory Customer Requirements • Legal Requirements • Changes to Company Certified Standards • Audits (1st, 2nd & 3rd Party) • Context of the Organisation • Knowledge Transfer • Business Risks INPUT • New Employees • Re-accomplishment • Customer Vendor Reports • Customer Complaints • Requests for Corrective Actions • Adverse Q&D Performance INPUT INPUT Conduct Induction Training Management review held as planned and in accordance with items as detailed within the Agenda template Identify any shortfalls and arrange for additional training Non-Conformance & Corrective Action Procedure Monitor Effectiveness of Training • NCR Reports • Action minutes (as applicable) • Customer Satisfaction OUTPUT • Induction Training • Skill Matrix • Contract of Employment • Updated Organisation Chart • Periodic Performance Reviews Action Minutes Audit Plan Policy Statements Company objectives OUTPUT OUTPUT
Internal Audit Previous Audit (1st, 2nd & 3rd) Results, NCR’s, Audit Plan Review Audit Plan and increase audit frequency where poor performing data, findings from audits, Additional Customer/Regulatory requirements Classification of NCR Major: - • Total Non Compliance to Contractual or Regulatory Requirements • Non compliance against product safety requirements. • Absence or a total breakdown of a system to meet a standard requirement Minor:- • Single observed lapses or isolated incident of failure to conform to a requirement unrelated to safety. • Minimal risk of non conforming product or service Auditor allocated to Systems audit prior to the audit, ensuring that the auditor does not audit his/her own work Audit Report TP091 Audit Performed Finding? NO Close out and N.F.A.R YES Containment Action - 7 days, Root Cause & Corrective Action - 14 days (Major), 28 days (Minor), Grade and agree NCR Major/Minor classification with auditee Issue NCR to Auditee Auditor or Mgt representative verifies that corrective action has been effective and closes out
Control of Non-conforming Outputs & Corrective Actions Product Conformity Compromised Product positively identified/quarantined and production stopped. Other Processes and products (Cross line Action) reviewed to determine potential cross-contamination of non-conformance Items of calibration equipment exceeding limits, lost or damaged Notification to Customers If it is suspected that nonconforming products may have been shipped, the Management Representative notifies the Customer’s representative immediately, stating the Part Numbers, Shipping Dates, Lot Identification, Quantities and Nature of Concern. A statement of when acceptable replacement products may be shipped and disposition arrangements for possible In Plant repairs or inspection is agreed between the respective Departments Report Raised and clearly identifies the rationale for the cause for concern Deposition determined A¦S¦D – Permanently disfigure prior to disposal Scrap PCR applied for Re-work back to specification (Generate instructions) Root Cause, Corrective Action & Verification Rejected? Next Page Yes No Process for approving personnel The process for approving personnel is based on the experience and knowledge of the designated personnel. Personnel as having this responsibility is the Director or as stated within the organisation chart
Control of Non-conforming Outputs & Corrective Actions Request for Corrective Action Supplier Issue? Flow down to supplier Non-conformance Report Monitor Progress Determine Root Cause Problem solving tools used as appropriate to the nature of the concern, or as specified on Customer form Determine Corrective Action Implement Corrective Action Seek Management Support if plan is slipping Verify Effectiveness of Corrective Action If the supplier is customer nominated, then refer to the customer for support Close out Report
Work Transfer PHASE 1 – Proposal and Feasibility. Proposer Raises ‘Work Transfer’ document detailing the Rational, Justification & Project Type. The purpose of this procedure is to provide guidelines for the exercising of effective risk and management control (Temporary or permanent) when changing the source of supply or manufacturing method of a component or assembly either within the organisation, to an external supplier, from one supplier to another Possible reasons for the transfer of work can be, but is not limited to: • Capacity (Internal and Supplier) • Procurement Strategy (e.g. Need for second source to secure the supply chain) • Performance Improvements (Internal and Supplier) • Cost Reduction • New Technology • Transfer from the Customer PHASE 2 – Risk Assessment. Originator calls appropriate team together – as a minimum Quality and Production and assessment of potential risks identified PHASE 3 – Approval/Rejection Proposal and Team Feasibility reviewed and decision taken to proceed or reject the proposal PHASE 4 – Planning Team Leader assigned and team called together to plan introduction of Transfer. Identified Risks itemised and mitigated with actions as appropriate to the project PHASE 5 – Execution of Plan Production readiness review PHASE 6 – Project Closure Review and determine that all activities/Risks have been addressed and any issues outstanding are resolved
Maintained Documents All Internal documents that are required to support the BMS system and those documents that can impact on product conformity shall be controlled and the revision status /authorisation of such documents known • Changes/Additions identified from the following: • Audit Findings • Revisions to International Standards • Continual Improvement • Change Requests (Customer & Internal) • New Customer Specifics • Regulatory requirements Documents prepared/amended to meet the additional requirements and reviewed for suitability by Management Wherever possible, BMS Documentation (Levels I thro’ to III) shall be held by electronic means. Copies released shall be marked ‘uncontrolled’ or Issue status known All Personnel are made aware of any document changes that impact on their own process(s). if mandated by customer or regulatory authorities, a training record shall be maintained. • Documents of External Origin shall be logged and a periodic review shall be made to ensure current revision. These reviews will be carried out by one of the following means: • Logging document with a Web Based Provider • Review of Customers Website(s) • As agreed with customer • Review of new and repeat orders
Control of Maintained Information Unless otherwise specified by the customer. All Records will be held electronically and therefore indefinitely. Where hard copies and time limitations are required by contract, then processes shall be put in place to ensure compliance. Backup and security routines are established to ensure that recovery of media is in place where issues are identified Any Hard Copy records shall be stored to ensure that they are protected from environmental conditions that would be detrimental to the condition of such records. Processes shall also be in place to ensure that retrieval is assured when requested • Obsolete Documents • Currently there is no requirement to hold ‘obsolete documents’ where the situation arises then we will ensure that they are positively identified as ‘obsolete’ A¦S¦D Specific requirements for suppliers that can affect product conformity The requirements for: quality records, Right of Access by our customers or regulatory bodies, Notification of Nonconforming product and changes to processes or sub-suppliers. Shall be stated within the Purchase Order
Risk Management - Overview Risk Management is reviewed from one or more of the following: • Trend analysis for process and product characteristics • A worsening trend might indicate that if no action is taken, a non-conformity could occur • Alarms to provide early warning of approaching "out-of-control" operating conditions • Monitoring of customer perception, by both formal or informal feedback systems • Analysis of trends in process capability, using statistical techniques • On-going failure mode and effect analysis for processes and products • Evaluation of nonconformities that have occurred in similar circumstances, but for other products, processes, or other parts of the organisation, or even in other organisations Top Level Risk Review Contract Management Evaluation of Potential Risks Purchasing Initial and ongoing Supplier Review Production Internal NCR’s Knowledge Transfer Skills requirements Customer Feedback Trend Analysis Management Review Evaluation of Effectiveness
Operational Risks The success of the business depends upon a network of interrelated processes as determined within this document, each one exposed to a different assortment of risks that could jeopardise product conformity and on-time delivery. Early identification and management of process risks that could affect product conformity and on-time delivery becomes increasingly necessary. The application of this process provides business protection by ensuring the continued success in delivering products in accordance with program and quality requirements as agreed by the customer and/or regulatory requirements
Operational Risks Determine the Scoring Criteria for the Severity, Occurrence & Detection. Determine the threshold when the RPN (Risk Priority Number) exceeds an agreed value a review of the risk shall be undertaken and wherever possible the Occurrence and or Detection can be reduced STEP 1 Establish the criteria RPN = Sev x Occ x Det STEP 2 Define Risk Define risk management process including risk factors and risk factor ownership. Identify processes/functions involved STEP 3 Identify Potential Risks Assess, each ‘Risk’ and assign a value for Severity, Occurrence and Detection STEP 4 Mitigate the identified Risk Risk Register Where the acceptance criteria is exceeded a review shall take place and determine actions to be taken Review Measures via Mgt. review process, where adverse trends, customer concerns/complaints, significant volume increase, major new contracts or customer etc. are identified review risk register and monitor effectiveness of actions taken STEP 4 Review the identified Risks
Configuration Control(Identification and Traceability) Definition and impact Configuration management planning – (life cycle), be documented and approved, be controlled, identify the configuration management procedures to be used N/A No design responsibility held Configuration identification – items should be identified using established criteria. Configuration items should be selected whose functional and physical characteristics can be managed separately to achieve the overall end-use performance of the item For clarification only (Identification and Traceability) Change control – activities for control of the product after formal approval of its product configuration information Contractual Specific requirements Configuration status accounting - formalized recording and reporting of product configuration information. The status of proposed changes and the status of the implementation of approved changes N/A No design responsibility held Configuration audit – Configuration audits should be performed in accordance with documented procedures to determine whether a product conforms to its requirements and product conforms to its requirements and product configuration information No requirement for a procedure – configuration controlled via Route Cards, and customer Drawings Customer Drawing /Specification status determined Status (Revision Control) Flowed down to internal documentation, CNC & CMM Programs Sub-Contract Controlling status flowed down via P/O PRODUCTION Temporary changes by Authorised signatory only Despatch - A¦S¦D only Where Parts are only partially complete to drawing the exceptions shall be clearly identified
Control of Measuring Equipment Equipment received into the company logged within register and each piece of equipment uniquely identified. Customer supplied gauging shall be cross referenced within the register. Where Hard copies are printed off they shall be identified as uncontrolled. I1 WHAT WHO O2 I2 O1 O3 Tools, Measuring Equipment, Test Manager Manufacturing Managers Sys Integration Team Leader I2 Log records and make item available Where requested and agreed in the Contract MSA, R&R, Round Robins etc. Shall be conducted for the types of instruments used in determining product characteristic OUTPUT INPUT O1 CofC O2 Calibration Records O3 Calibrated Equipment I1 Tooling I2 ATE I3 Measuring Equipment I4 Calibration Log Calibration frequency determined and the next date of calibration recorded within the register to ensure ‘recall’. Records of Calibration shall be maintained within the register Quarantine TAPE MEASURES, RULES, SETSQUARES, DTI’s & Setting Blocks The above are classed as ‘work aids’ and therefore are not within the calibration system, each operator is responsible for ensuring that they are in good condition e.g. markings legible and no damage has occurred. Pass No All Items of equipment shall be recalled when calibration/verification is due. Where adjustments are made a record of the adjustments shall be recorded Calibrate Result Send For Calibration Yes HOW Fail Manufacturing Asset DB Sys Integration Asset DB Test Equipment Asset DB Where the equipment is found to be outside limits corrective actions will be instigated including, where appropriate customer notification and recall MONITOR Certificate Verification Not subject to PEAR analysis
Environmental Overview I1 Environmental Legal requirements established, maintained up to date, audited and reviewed for compliance and improvement O1 WHAT WHO I2 • Bunding • Spill Kits • Identified Waste Bins • Registered Disposal Carriers Environmental Representative Business impact upon the environment is reviewed, legal compliance established, significant environmental aspects determined, Management programme established, objectives and targets agreed O2 O3 OUTPUT INPUT Waste categorised as either hazardous or non-hazardous (determined by testing, COSHH sheets etc.), disposal agreements reached with local authorities and actioned in accordance with regulatory requirements for the waste O1 Legal Register O2 Aspects & Effects Register O3 Environmental Register O4 Waste Disposal Certificates O5 Discharge Permits O6 Disposal Certificates O7 Bunding Capacity Records I3 O4 I1 Statutory & Regulatory Requirements I2 Sub-Contractor (Regulatory Requirements) I3 Sub-Contractor (Waste Management) Emissions & discharges to Air, Land or Water shall be monitored in accordance with local authority regulations O5 O6 Storage containers that contain solvents, oils, chemicals etc. shall be Bunded and records maintained to satisfy that the Bunding can accommodate a total spill from the product within Drum/Container HOW O7 MONITOR Sub-Contractors Process control Infrastructure Paper recycling KPIs Spill kits shall be available at predetermined locations within the organisation.
Establishing Aspects and impacts WHAT WHO I1 CAD & Microsoft Environmental Representative • Identifies all environmental aspects within the scope of the EMS and considers normal, abnormal and potential situations when identifying aspects I2 I3 O2 A record of all environmental aspects shall be assessed, and a score determined (Dropdown list within register) OUTPUT INPUT O3 Legal register Aspects register Risk assessments I1 Newground I2 Aspects & Impacts Register I3 Mgt. Program Checklist Determination of Significance The Total Score for each aspect is recorded on the form with and actioned as appropriate O4 Reviews and updates, and where there has been any significant changes to processes, equipment or operational practices these shall be assed and reviewed at least annually. Note shall be taken of any incidents, complaints or audit findings O5 MONITOR O6 No. of Environmental Concerns No. of Health & Safety Concerns No. of accidents/near misses Utilities consumption Packaging Usage Emissions/discharges External/internal compliance finding Identified Significant environmental aspects shall have documented procedures/SOP’s (detailing how the activities are to be carried out, and what to do in the event of a non-conformance being identified) and Inspection Records generated this also includes, where applicable, suppliers and contractors HOW Regulatory Controls Username: STI-Limited (Read Only) Password: Read Only Aspects & Impacts Register (Password Protected)
Emergency Preparedness I1 Major accident prevention policy generated, maintained and distributed to all managers O1 I2 WHO I3 WHAT • An Emergency Plan is generated, which includes, but not limited to: - • Contact details of emergency services • Site Map, showing locations and types of drains, emergency exits, types and locations of hazardous materials stored on site • Detailed inventory of all hazardous materials/wastes stored on site • Procedures for dealing with individual emergency situations i.e. Fire, major spill etc. • Copies of the above plans shall be made available at all exits to the building, including emergency exits Environmental Representative Spillage Kits Bunding Transport Internet External Bodies O2 OUTPUT INPUT O1 Accident Prevention Policy O2 Emergency Plan O3 Incident Log O4 Housekeeping Audits O5 Drainage Plan Nominated personnel shall be trained, in accordance with company procedures, to deal with emergency situations and records maintained I1 Environmental Aspects Register I2 Risk Assessment Records I3 COSHH/MSDS Data Emergency procedures are tested by the company and records maintained In the event of an Incident being reported, either internally or externally, a log shall be maintained. Where corrective actions are necessary, then these shall be actioned in accordance with the company non-conformance and corrective action procedure HOW MONITOR O3 Emergency Plan No. of Incidents • Audits are carried out to ensure that housekeeping, cleanliness and tidiness are maintained at all times. Drains shall also be subject to audit to ensure that the identification of types of drain are identified as follows: - • FOUL DRAIN = RED • SITE DRAINS = BLUE • SEALED DRAINS (SUMPS) GREEN O4 O5
Waste Control and Disposal WHAT WHO Approved Waste disposal Carriers Waste Bins (clearly identified & Bunded where necessary)) External Areas Identified Environmental Representative Waste placed in Containers/bins clearly identifying contents. These Containers shall be held in clearly identified areas O1 I1 OUTPUT Special waste collected by Contractor Special Waste Consignment Note completed Register of Waste Disposal Completed Contractor to load wastes to ensure contents are secured to prevent loss O2 INPUT O1 Containers O2 Approved Contractor O3 Hazardous Waste Consignment note O4 Register of Waste Disposal O5 Transfer Note O3 I1 HAZARDOUS MATERIALS Typically: Solvents, Oils Paint Residues and Solid Wastes I2 NON-HAZORDOUS Paper based Material Cardboard based Material Empty Chemical Containers O4 Waste placed into appropriate container/area I2 Waste collected by Contractor Special Waste Consignment Note completed Transfer Notes Completed Contractor to load wastes to ensure contents are secured to prevent loss O2 MONITOR O5 Objectives & Targets Matrix HOW European Waste Categorisation Codes
Regulatory Controls WHAT WHO • Approved Waste disposal Carriers • Waste Bins (clearly identified & Bunded where necessary)) • External Areas Identified Regulation issue level compared Environmental Representative I1 to review Regulatory and Other (local authority consents) Requirements to identify new or changed requirements OUTPUT INPUT O1 Aspects & Effects Register O2 Regulations Register O3 Waste Register Regulation/requirement added to applicable index Index updated on system Regulatory/other Requirements maintained up to date I1 Regulations 01 Impact of New or changed Requirements assessed MONITOR O2 HOW O3 Environmental Objectives Document Control & Record Retentions
Revision Control(To change the revision level and approvals; go to ‘slide master’ and update)