Download

1 / 10
100 likes | 112 Vues
<br><br>Extrusion is defined as the process of shaping a material, such as aluminum, by forcing it to flow through a molded opening in a die. The extrudate emerges as an elongated piece with the same profile as the die opening.<br>

E N D
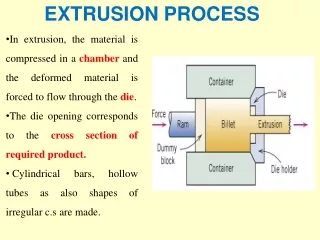
Extrusion is defined as the process of shaping a material, such as aluminum, by forcing it to flow through a molded opening in a die. The extrudate emerges as an elongated piece with the same profile as the die opening. • To help understand the aluminum extrusion process, think about a Play-Doh Fun Factory and how it works. Think of Fun Factory as the extrusion press, the handle as the ram, the form bar as the die, and Play-Doh as the aluminum billet. The first step is to choose the desired shape and color. Think of the shape as the matrix and the color as the required temper and alloy. The Play-Doh modeling clay is then inserted into the holding chamber and pressure is applied to the handle, forcing the Play-Doh® modeling clay through the form. In an extrusion press, the ram applies pressure to the billet where the dummy block meets the stem end of the ram. When Play-Doh® begins to emerge, it has effectively "extruded" itself. The same principles apply to aluminum billet extrusions, but these are considerably more detailed and sophisticated technologies.
The size of the press determines the size of an extrusion that can be produced. Extrusion size is measured by its longest cross-sectional dimension, that is, its fit within a circumscribing circle. A circumscribed circle is the smallest circle that completely encloses the cross section of an extruded shape. • The most important factor to remember in the extrusion process is temperature. Temperature is more critical because it gives aluminum its desired characteristics, such as hardness and finish.
STEPS IN THE ALUMINUM EXTRUSION PROCESS • The billets should be heated to approximately 800-925 ° F. • Once a billet reaches the desired temperature, it is transferred to the loader where a thin film of carbon or lubricant is added to the billet and ram. The charcoal acts as a separating agent (lubricant) that prevents the two parts from sticking together. • The billet is transferred to the crib. • The ram applies pressure to the dummy block which, in turn, pushes the billet into the container. • Under pressure, the billet collapses against the die, becoming shorter and wider until it has full contact with the container walls. As the aluminum is pushed through the die, liquid nitrogen flows around some sections of the die to cool it down. This increases the life of the die and creates an inert atmosphere that prevents the formation of oxides in the form that is extruded. In some cases nitrogen gas is used instead of liquid nitrogen. Nitrogen gas does not cool the matrix but creates an inert atmosphere.
As a result of the pressure added to the billet, the soft but solid metal begins to slide through the opening of the die. • As an extrusion exits the press, the temperature is taken with a True Temperature Technology (3T) instrument mounted on the press plate. The 3T records the exit temperature of the aluminum extrusion. The main objective of knowing the temperature is to maintain the maximum press speeds. The target exit temperature for an extrusion depends on the alloy. For example, the desired outlet temperature for alloys 6063, 6463, 6063A, and 6101 is 930 ° F (minimum). Desired outlet temperature for 6005A and 6061 alloys is 950 ° F (minimum). • The extrusions are pushed out of the die onto the exit table and the extractor, which guides the metal down the exit table during extrusion. While pulling, the extrusion is cooled by a series of fans along the entire length of the exit and cooling table. (Note: 6061 alloy is quenched with both water and air.)
The entire billet cannot be used. The remainder (top) contains oxides from the billet skin. The butt is cut and discarded while another billet is loaded and welded to a previously loaded billet and the extrusion process continues. • When the extrusion reaches the desired length, the extrusion is cut with a profiling saw or shear. • The metal is transferred (via mobile beam or belt systems) from the outlet table to the cooling table. • Once the aluminum has cooled and moved across the cooling table, it is transferred to the stretcher. Stretching straightens extrusions and performs "work hardening" (molecular realignment that gives aluminum greater toughness and strength). • The next step is sawing. After the extrusions are stretched, they are transferred to a saw table and cut to specific lengths. The cutting tolerance on saws is 1/8 inch or more, depending on the length of the saw.
Once the pieces are cut, they are loaded onto a transport device and transferred to aging ovens from Best Aluminium Company in Chennai. Heat treatment or artificial aging hardens the metal by accelerating the aging process in a controlled temperature environment for a specified period of time.
FACTORS AFFECTING EXTRUSION • The shape is a determining factor in the cost of the part and in the ease with which it can be extruded. In extrusion a wide variety of ways can be extruded, but there are limiting factors to consider. These include size, shape, alloy, extrusion ratio, tongue ratio, tolerance, finish, factor, and scrap ratio. If a part is beyond the limits of these factors, it cannot be extruded successfully. • Size, shape, alloy, extrusion ratio, barb ratio, tolerance, finish, and scrap ratio are interrelated in the extrusion process, as is extrusion speed, billet temperature , the extrusion pressure and the alloy being extruded. • In general, the extrusion rate varies directly with the temperature of the metal and the pressure developed within the container by Tamilnadu aluminium company. Temperature and pressure are limited by the alloy used and the shape that is extruded. For example, lower extrusion temperatures will generally produce shapes with better quality surfaces and more accurate dimensions. Lower temperatures require higher pressures. Sometimes due to pressure limitations, a point is reached where it is impossible to extrude a shape through a certain press.
The preferred billet temperature is one that provides acceptable surface and tolerance conditions while allowing the shortest possible cycle time. Ideally, the extrusion of billets at the lowest temperature allowed by the process. An exception to this are so-called pressure-quenched alloys, most of which are in the 6000 series. With these alloys, solution heat treatment temperatures must be achieved within a range of 930 ° -980 ° F to die output to develop optimal mechanical properties. • At excessively high billet temperatures and extrusion speeds, the metal flow becomes more fluid. Metal, seeking the path of least resistance, tends to fill the largest voids in the face of the die and resists entering restricted areas. Under those conditions, shape dimensions tend to fall below allowable tolerances, particularly those of thin ribs or projections. • Another result of excessive extrusion temperatures and speeds is tearing of the metal at thin edges or sharp corners. This is due to the decrease in the tensile strength of the metal at excessively high temperatures. At such speeds and temperatures, the contact between the metal and the die bearing surfaces is likely to be incomplete and uneven, and any tendency toward curling and twisting in the shape will intensify. • As a general rule of thumb, the higher mechanical properties of an alloy mean a lower extrusion rate. Greater friction between the billet and the liner wall results in a longer time required to begin extrusion of the billet. The extrusion ratio of a shape is a clear indication of the amount of mechanical work that will be produced as the shape is extruded.
About Us • KMC Aluminium is a Chennai-based manufacturer producing and supplying high quality aluminium extrusions. Over a short period of time, KMC has emerged as one of the leading manufacturers of aluminium extruded products in the country. KMC is an ISO/TS 16949:2009 company with its manufacturing facility located in Chennai. • Website - https://kmcaluminium.com/