BTI Membrane Switch Design Guide: Build Smarter Interfaces
0 likes | 4 Vues
Discover key design practices for building durable, space-saving membrane switches that enhance usability and performance across multiple industries. From graphic overlays and tactile domes to waterproof sealing and advanced backlighting, this guide highlights everything you need to create reliable humanu2013machine interfaces.<br><br>Learn the basics of membrane switches here: https://butlertechnologies.com/membrane-switches

BTI Membrane Switch Design Guide: Build Smarter Interfaces
E N D
Presentation Transcript
The Ultimate Membrane Switch Design Guide
Table of Contents Introduction Butler Technologies, Inc. What is a Membrane Switch? Components of a Membrane Switch Membrane Switch Layers Layers: Graphic Overlay Purpose Material Material Characteristics Table Imaging & Decorating Options Color Matching Embossing & Forming of Features Layers: Dome Retainer / Upper Circuit Tactile vs. Non-Tactile Switches Layers: Circuit Layer Purpose Types & Materials Electrical Layout Circuit Flex Tails Terminations and Connections Shielding Surface Mounted Devices (SMD) Lighting Layers: Rear (Mounting) Adhesive Adhesive Water Tight Designs Perimeter Seal Back Panels Membrane Switch Specifications 3 3 3 4 4 5 5 5 6 7 8 9 13 13 16 16 16 17 21 22 23 24 24 27 27 28 29 31 32 2
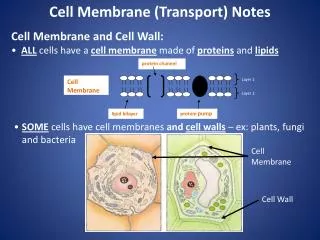
Introduction Butler Technologies, Inc. Prototyping and full-scale manufacturing Headquartered in Western Pennsylvania, Butler Technologies, Inc. (BTI) was founded in 1990 as a human machine interface company and has grown its product offerings to include printed electronic products. As a manufactur- ing facility, BTI plays a vital role as a develop- er, helping clients turn ideas and needs into functional product, with our proof-of-concept development, prototyping and R&D activities. Butler Technologies, Inc. is committed to delivering the highest-quality membrane switches on the market. If your company requires a custom-designed membrane switch, whether as a standalone product or part of a larger concept, BTI has a solution for you. If you would like to learn more about our collaborative design process, rigorous quality standards, and competitive pricing, give us a call today. We produce quality membrane switches and keypads for a variety of industries including home healthcare, medical devices, fire & safety equipment, and industrial controls. What is a Membrane Switch? Membrane switches are a great option for designers looking for a highly functional and cost-effective means for a user to interface with a device. Because they typically incorporate screen printed circuitry and low-profile components, membrane switches are more economical and utilize less design space than rigid circuit boards and mechanical buttons. Membrane switches can be designed for moisture, chemical, and abrasion resistance making them easy to clean and therefore ideal for medical devices and industrial controls. 3
Components of a Membrane Switch Membrane Switch Layers: 1. Graphic Overlay • This is the layer that the user interacts with when pushing switches (buttons/keys), viewing indicator LEDs, or when reading the display. Made of polyester or polycarbonate, overlays can be screen or digitally printed to your graphical specifications. Typically, the overlay consists of printed letters, symbols, and icons to indicate areas of functionality. Embossed features may be added to enhance tactile feel. 2. Graphic Adhesive • Usually fabricated from a pressure-sensitive adhesive, this layer bonds the graphic overlay to the next layer. 3. Dome Retainer / Upper Circuit Layer • The dome retainer is typically fabricated from thin, flexible polyester film and serves to keep the metal domes in place in the Z-direction. The upper circuit can function (1) as a shielding layer (Static / EMI / RFI) which also holds the metal domes in place or (2) as the top circuit that contains shorting pads and/or conductive traces. Typically, non- tactile switch designs utilize an upper/top circuit while tactile switch designs utilize the dome retainer. 4. Dome Spacer / Circuit Spacer Layer • The spacer adhesive layer is used to keep the metal domes in place in the X and Y-directions and to maintain separation between the upper and lower circuit layers until the switch is depressed by the user. 5. Lower Circuit Layer • This layer contains the printed circuitry and is the surface on which the metal domes rest and the surface mount devices (LEDs, resistors, etc.) are attached. Typically, the conductive circuitry is printed using silver, carbon, and dielectric inks but can also be constructed from flexible or rigid copper boards for more demanding applications. 6. Rear (Mounting) Adhesive Layer • A layer of acrylic-based pressure sensitive adhesive that is used to bond the membrane switch to the device or backer layer. 7. Rigid Backer • Fabricated from aluminum, steel, or plastic; this layer provides support to the membrane switch and serves as a method to bond the assembly to the customer’s device. In most cases, this layer contains mounting hardware such as PEM® studs or standoffs. Figure 1 1 2 3 4 5 6 7 4
Layers: Graphic Overlay Purpose In most cases, the layer of a membrane switch that the operator interfaces with is the Graphic Overlay, typically made from polyester or polycarbonate film. However, there are other options, most notably, a silicone rubber keypad or a silicone rubber keypad combined with a graphic overlay. In this section, the design options for both graphic overlays and silicone rubber keypads will be discussed. Material As noted above, the graphic overlay is typically fabricated using polyester (PET) or polycarbonate (PC) film, however, a polycarbonate (PC) & Pocan (PBT) blended material provides its own unique set of characteristics borrowing traits from both PET and PC films. Product designers can choose from a variety of surface finishes, imaging techniques, and embossed or thermoformed features providing both aesthetic and functional benefits. Based on the typical qualities that make a good overlay material (actuation life and chemical & abrasion resistance), polyester is the ideal substrate and is most commonly used on membrane switches. For good tactile feedback in your membrane switch, the ideal graphic overlay material thickness ranges from 0.006” (0.15mm) to 0.008” (0.20mm). However, 0.010” (0.25mm) material is not uncommon for applications with large, unsupported viewing windows or where greater embossing height is required. 5
Layer: Graphic Overlay Actuation Life Outdoor Use Applications Embossable Gauges for Texturable Resistance Resistance Chemical Common Abrasion Selective Materials OVerlays Graphic *Fair chemical resistance to household cleaners **Resistant to gasoline & household cleaners Topside • • • Velvet Texture Polycarbonate Good (50K+) 0.007” / 0.010” Poor* Very Good Good (50K+) Fine-Velvet Texture Polycarbonate 0.007” / 0.010” Poor* Very Good • Good (50K+) Gloss Hardcoat Polycarbonate 0.007” / 0.010” Very Good Very Good • Gloss Weatherable Hardcoat Polycarbonate Not Ideal Good (50K+) 0.007” / 0.010” Very Good Very Good (LED Windows Only) • • • • Anti-Glare Good (50K+) 0.007” / 0.010” Very Good Very Good Hardcoat Polycarbonate Matte Good (50K+) 0.007” / 0.010” Very Good Very Good Hardcoat Polycarbonate • Weatherable Matte Hardcoat Polycarbonate Not Ideal Good (50K+) 0.007” / 0.010” Very Good Very Good (LED Windows Only) • Velvet Texture Hardcoat Polyester 0.006” / 0.008” / 0.010” Window Clearing & Gloss Effects Excellent (1M+) Excellent Excellent • Weatherable Velvet Texture Hardcoat Polyester Not Ideal Excellent (1M+) 0.006” / 0.008” Excellent Excellent (LED Windows Only) • Fine-Velvet Texture Hardcoat Polyester 0.006” / 0.007” 0.008” / 0.010” Window Clearing & Gloss Effects Excellent (1M+) Excellent Excellent • Weatherable Fine-Velvet Texture Hardcoat Polyester Not Ideal Excellent (1M+) 0.008” Excellent Excellent (LED Windows Only) • • Gloss Excellent (1M+) 0.007” / 0.010” Excellent Excellent Hardcoat Polyester • Weatherable Gloss Hardcoat Polyester Not Ideal Excellent (1M+) 0.007” Excellent Excellent (LED Windows Only) • • • • • • • Anti-Glare Hardcoat Polyester Excellent (1M+) 0.007” / 0.010” Excellent Excellent Matte Excellent (1M+) 0.007” Excellent Excellent Hardcoat Polyester Brushed (S.S.) Texture Hardcoat Polyester Window Clearing & Gloss Effects Excellent (1M+) 0.006” / 0.008” Excellent Excellent Very Good (100K+) Fine Velvet Texture Blend 0.007” / 0.010” Good* Excellent • Very Good (100K+) Weatherable Velvet Texture Blend 0.007” / 0.010” Good** Very Good 6
Layers: Graphic Overlay Imaging & Decorating Options The colored images and effects on the graphic overlay are applied using either a screen or digital printing process, or a combination of both. The graphics are printed on the sub- surface (or 2nd surface) so the thickness of the material protects the graphics from normal wear or damage. Screen Printing vs. Digitally Printing Screen printing (see Fig. 1) takes on a more industrial look with areas of solid colors (PMS spot colors). Digital printing (see Fig. 2) allows for photo-quality graphics. Digital printing will also be utilized when an overlay requires variable information or graphics (ex. serial numbers). When true metallic colors are required, the overlays must be screen printed. The digital printing of parts can result in reduced costs and lead times due to multiple colors being applied at one time. Screen printing is typically more cost-effective for large production runs. Fig. 1 Fig. 2 Tinted Display and LED Windows Windows may be clear or printed with a transparent color to help conceal the LCD/LED display or indicator LEDs when they are not lit. Windows can also be tinted to filter or allow certain wavelengths of light to pass. LED windows can also be deadfronted—icons that appear invisible until lit from behind (ex. car’s turn signal icon). Selective Texturing and Window Clearing Screen-printed ultraviolet (UV) hardcoats can be selectively applied to the top surface of the overlay to provide: • A matte, textured background with gloss or anti-glare windows. • Contrasting matte/textured part background with high-gloss graphical elements such as buttons, logos, etc. When pre-textured material is used for the graphic overlay, a window clearing agent can be applied to make the display window transparent. 7
Layers: Graphic Overlay Color Matching Within the printing industry, there are several color matching systems used to communicate color requirements. However, the most popular system in the membrane switch industry is the Pantone Matching System (PMS). Pantone Formula Guide and Pantone Color Bridge color swatch books are easily accessible and affordable. These swatch books differ slightly from book to book and fade with time, so they must be replaced annually. Colors are also matched using RGB values or other color matching systems such as the Munsell Color System or Federal Standard No. 595a. Screen Printing Colors The most common PMS color swatch book for matching screen-printed colors is the Formula Guide – Solid Coated. The color swatches in the book are designated with a numeric value followed by a “C” to indicate the Solid Coated book (ex. 286 C). Digital Printing Colors For digital printing, the most common PMS color swatch book is the Color Bridge – Coated. This swatch book shows the screen-printed spot color side-by-side with the CMYK process/ digitally printed color. The process/digital color swatches in this book are designated with a numeric value followed by a “CP” to indicate coated & process color (ex. 354 CP). You will notice that there is a difference between a screen- printed spot color and its equivalent digitally printed CMYK/ process color. In the example to the left, PMS 354 C is compared to PMS 354 CP. NOTE: It is easier to color match a digitally printed color with a screen-printed spot color than matching a screen- printed color with a digitally printed CMYK/process color. Butler Technologies matches colors within the acceptable industry standard Delta-E measurements using a spectrophotometer and computerized color-matching system that includes an ink recipe archive. 8
Layers: Graphic Overlay Embossing & Forming of Features Graphical elements on the surface of the overlay (such as buttons, LEDs windows, and logos) can be embossed or formed to produce three-dimensional features that enhance the aesthetics and function of the membrane switch. In this section, the different types of embossing & forming will be discussed. Embossing of Buttons There are three basic styles of embossing for membrane switch buttons: Pillow, Rim, and Dome. • Pillow (a.k.a. plateau or pad emboss): The entire shape of the key is raised and the top is flat. • Rim (a.k.a. rail or perimeter emboss): A raised border around the perimeter of the button. • Dome: The entire button is raised in a spherical shape. NOTE: This will require a more costly emboss tool. Design Factors for Embossing Height: Typical emboss height of a button is 1.0x material thickness for a PET overlay and 1.5x for a PC overlay. Width: The recommended width of a rim emboss is between 0.040” and 0.050” depending on material thickness. Radius: The recommended minimum corner radius is 0.032”. Square corners will crack the overlay material. Spacing: Minimum spacing of 0.187” between an embossed button/feature and (a) another embossed button/feature, (b) an internal cutout, or (c) the edge of the membrane switch overlay. Pillow Emboss Rim Emboss Dome Emboss 9
Layers: Graphic Overlay Design Notes for Embossing Greater emboss heights, than listed above, can be achieved but are not recommended for membrane switch buttons. Excessive emboss heights increase the risk of material failure and the cracking or discoloration of the hardcoat. If button heights need to be greater than listed above, a thermoforming or hydroforming process will need to be utilized, which has higher processing and tooling costs. Embossed areas that are backlit must be taken into consideration during the design phase due to the thinning of material or ink that is not normally visible with non-backlit applications. Emboss widths or spacings less than stated above are possible but this tends to distort the surrounding material and excessively stresses the material, which could result in fracture. The minimum spacing between embossed buttons allows for an adequate amount of graphic adhesive and space between the dome cavities in the underlying spacer layer. Embossing of LED Windows Typically, LED windows need to be embossed in the graphic overlay to account for the height of the LEDs mounted to the circuit layer underneath. The embossed windows will have a similar profile as the pillow embossed button but with a greater height. LED windows can be embossed to a height of 2.5x material thickness due to lack of flexing like buttons. 10
Layers: Graphic Overlay Hydroforming & Thermoforming of Buttons & Features Both hydroforming and thermoforming are different methods that can be used to produce more complex and higher (2x to 3x material thickness) shapes and dome-shaped buttons in the graphic overlay. Tooling for these processes is more costly than standard embossing. Examples of formed features include multi-level buttons, buttons with braille, raised logos, and dome- shaped buttons with tactile feedback. Multi-Layer Emboss Typical Sizes of Hydroformed Buttons in Graphic Overlays Overlay Materials 0.006” PET 0.007” PET 0.008” PET 0.010” PET 0.007” PC 0.010” PC Max Dome ø 0.488” 0.488” 0.488” 0.488” 0.423” 0.480” Max Dome Height 0.031” 0.033” 0.030” 0.032” 0.024” 0.032” Min Dome ø 0.340” 0.340” 0.340” 0.340” 0.340” 0.340” Min Dome Height 0.016” 0.016” 0.013” 0.015” 0.015” 0.015” 11
Layers: Graphic Overlay Silicone Rubber Keypads As an alternative to a PET or PC graphic overlay, a silicone rubber keypad can be used as the interface to a membrane switch. The fact that silicone rubber keypads are three- dimensional makes them an ideal way to upgrade the appeal of the user interface, especially when used in combination with a graphic overlay. Silicone rubber keypads can be enhanced with features such as: • Coatings to improve abrasion resistance and lifetime of keytop graphics. • Injection molded plastic keycaps • Surface finish (glossy or matte) • Multi-color and durometer silicone rubbers and printed graphics • Translucent button graphics for backlighting and lightpipes for LEDs Silicone Rubber Keypads with Graphic Overlays As previously mentioned, a silicone rubber keypad can be used in combination with a graphic overlay. The picture to the left is the same silicone keypad shown above but with a digitally-printed graphic overlay added. Because the graphic overlay can be printed with either a screen or digital print processes, the level of decoration on a keypad can greatly be increased over traditional keypad decorating methods. For more information on keypad design, please reference Butler Technologies’ Silicone Rubber Keypad Design Guide. 12
Layers: Dome Retainer / Upper Circuit Tactile vs. Non-Tactile Switches When considering the tactile/haptic, and sometimes audible, response of a membrane switch, there are two basic constructions: tactile and non-tactile. In either case, they contain momentary switches that are normally open. In this section, the differences between the two types of constructions will be reviewed, including the typical performance specifications of each. Non-Tactile Membrane Switch Non-tactile membrane switches do not provide a tactile or audible response from the switch itself, but can be designed to have a broad range of button actuation forces, typically between 2 to 10 ounces. Non-tactile membrane switches are commonly used in applications where light-to-medium actuation forces are desired or where other forms of feedback are provided (visual cues or audible beeps). Some common devices where non-tactile membrane switches are utilized include keypads for microwave ovens, vending machines, medical devices, high-speed data entry interfaces, and military applications where audible feedback is sometimes undesired. Typical Non-Tactile Membrane Switch Stack-up Graphic Overlay Graphic Adhesive Upper Circuit Circuit Spacer Lower Circuit Rear Adhesive The actuation force of a non-tactile membrane switch is defined by the thickness of the dome/ circuit spacer layer and the diameter of the hole (for the electrical contacts) in the spacer layer. For example, a membrane switch with a thick spacer and small diameter spacer hole will have a greater actuation force than one with a thin spacer and larger hole diameter. In addition, the thickness of the graphic overlay material plays a part in the actuation force. A 0.010” thick graphic overlay contributes to a higher actuation force as compared to a 0.007” graphic overlay material. 13
Layers: Dome Retainer / Upper Circuit Tactile Membrane Switch Tactile membrane switches provide haptic and often audible feedback in the form of a clicking sound when a button is pushed. The feedback is accomplished through use of stainless steel or polyester domes (Polydomes®) and, in cases where a rubber keypad is used, the button’s webbing provides the feedback (reference BTI’s Silicone Rubber Keypad Design Guide). Stainless steel and polyester domes are typically used in applications requiring medium (8 to 14 ounce) or high (16+ ounces) actuation force. Many applications require the medium actuation force domes, including medical devices, test and laboratory equipment, and OEM devices. Higher actuation force applications include industrial controls and other cases where operators may be using heavy gloves or where accidental button pushes are undesired. Stainless steel domes are the most common type used in membrane switches due to cost and versatility. By using different styles, sizes, and forces, stainless steel domes are able to meet most actuation force requirements. Below is a list of the common stainless steel domes and their corresponding specifications. At BTI, the most widely used dome is the 12mm x 16 oz. actuation force, four-leg, square type. In general, BTI selects the proper dome based on customer performance and design specifications. BTI can assist the customer in specifying the proper dome for their application. Typical Tactile Membrane Switch Stack-up Graphic Overlay Graphic Adhesive Dome Retainer S.S. Dome / Spacer Circuit layer Rear Adhesive Typical Sizes of Stainless Steel Four-Leg, Square Domes Dome Size (ø) Actuation Force Dome Height 6mm 3 to 6oz (85 to 180g) 0.30 to 0.33mm 7mm 3 to 11oz (85 to 320g) 0.30 to 0.48mm 8.4 / 8.5mm 6 to 14oz (150 to 400g) 0.43 to 0.61mm 10mm 7 to 16oz (200 to 450g) 0.51 to 0.64mm 12 / 12.2mm 7 to 16oz (200 to 450g) 0.58 to 0.76mm 14mm 14 to 24oz (400 to 700g) 0.81 to 0.97mm 16mm 14 to 23oz (400 to 650g) 0.86 to 1.00mm 20mm 14 to 80oz (400 to 2,250g) 1.17 to 1.45mm The actuation forces listed for the dome itself. Other factors, including material type & thickness and embossing will influence the actuation force and tactile feedback. 14
Layers: Dome Retainer / Upper Circuit Polyester Domes (or Polydomes®) are generally thermoformed into 0.005” thick sheets of polyester film after conductive silver or carbon shorting pads have been screen printed. Polydomes® are not as common as the stainless steel domes due to increased processing costs, lead-times, and tooling charges. However, they are often preferred when significant numbers of stainless steel domes are required in a membrane switch design such as a QWERTY keypad and when the production volumes are high enough to offset the cost of the tooling. Polydome® size ranges from: Ø 6mm x 0.50mm at the smallest to Ø 12.7mm x 0.96mm at the largest. Polydomes® typically fall within the low-to-medium actuation force range (3 to 14 oz). Actuation forces in Polydomes® can be difficult to match to stainless steel domes due to thermoforming’s sensitivity to process variation and material tolerances. Other factors such as membrane switch design and material thickness will affect the overall actuation force of Polydomes®. Typical Tactile Membrane Switch Stack-up Graphic Overlay Graphic Adhesive Dome Retainer S.S. Dome / Spacer Circuit Layer Rear Adhesive There are some differences between the mechanical and electrical performance of tactile and non-tactile membrane switches (with graphic overlays). Below is a comparison chart. Performance Specifications of Tactile vs. Non-tactile Membrane Switches Charateristic Type Typical Value Comments Tactile 1,000,000 actuations Value will vary depending on switch construction, materials/dome type, and operating environment. Life Expectancy Non-Tactile 5,000,000 actuations Tactile 6 to 16 oz Actuation Force (most common) Non-Tactile 2 to 10 oz Tactile 0.6 to 1.5mm Switch Travel (most common) Non-Tactile 0.13 to 0.5mm Tactile 0.84mm Overall Thickness (min.) Many factors can influence switch thickness including: large dome sizes, adding backlighting or shielding, etc. Non-Tactile 0.55mm Tactile < 5ms Contact Bounce Non-Tactile < 20ms 15
Layers: Circuit Layer Purpose The next important layer in a membrane switch is the circuit layer. Depending on the design of the membrane switch, there can be multiple circuit layers such as the shielding layer, upper circuit layer, and the lower circuit layer. The circuit layer is usually the most complex layer to design. Typically, the circuit design starts with the electrical schematic or pinout. Butler Technologies can use the customer-supplied schematic/pinout to design the circuit or our engineers can develop the pinout and circuit design. BTI provides a design approval drawing to the customer for review and sign-off. Types & Materials Polyester film with printed conductive silver circuitry Polyester film with printed conductive silver circuitry is the most common type of circuit used in membrane switches. These types of circuits are typically constructed of 0.005” heat-stabilized polyester film with screen-printed circuitry consisting of conductive silver and carbon inks as well as an insulating UV dieletric ink. Any surface mount components, such as LEDs, are attached using conductive epoxy. Multi-layer, two-sided circuits are possible for high trace density applications. Polyimide film with etched copper circuitry Polyimide (PI) film with etched copper circuity is another popular type of circuit used in membrane switches. Sometimes referred to as flexible boards or flexible printed circuitry (FPC), they are more costly than their screen printed counterparts. Because of the nature of the materials and processes used to make copper etched circuitry, they are a better choice for demanding applications due to their durability and ease of producing fine trace pitch and two- sided, multi-layer constructions. Surface mount devices are typically soldered to the circuity making the bond much more robust than the epoxied components. Thickness for etched copper circuits typically ranges from 0.008” to 0.012” (one-sided or two-sided with PI coverlay insulation). Printed Circuit Board (PCB) Printed Circuit Boards (PCBs) offer similar benefits to the etched copper circuits except they are made from rigid material (ex. FR4) and typically range in thickness from 0.031” (0.78mm) to 0.062” (1.57mm). The advantage of using PCBs as the circuit layer is that any mounting hardware, such as PEM® studs and standoffs, can be easily installed in PCBs. One disadvantage of using printed circuit boards is that if a copper flex tail is required, it needs to be fabricated separately and then soldered to the PCB. In contrast, various types of thru hole and surface mount connectors such as ZIFs or male headers can easily be integrated (soldered) into the PCB design. 16
Layers: Circuit Layer Electrical Layout Common Bus The common bus configuration shown is comprised of separate traces for each of the four switches and one common (or ground) trace. Hence, the membrane switch’s termination will have five traces. SW1 1 SW2 2 SW3 PINOUT 3 Pin 3 4 Key 1 2 5 (GND) SW4 SW1 4 SW2 SW3 5 SW4 Connector Common Bus Schematic and Pinout X-Y Matrix (Rows & Columns) The 2x2 matrix configuration shown below is comprised of two rows and two columns. Matrix circuit layouts are desirable for membrane switches with high numbers of keys to reduce the number of traces required and to simplify the interconnect. Unlike the four-switch common bus design, which requires a five-position connector, the four-switch (2x2) matrix design requires only a four-position connector. SW1 SW2 1 SW3 SW4 2 PINOUT Pin 2 3 Key 1 3 4 SW1 SW2 SW3 4 SW4 Connector 2 x 2 Matrix Schematic and Pinout 17
Layers: Circuit Layer Electrical Layout Assistance If needed, Butler Technologies has on-site engineers that can layout your circuit for you. To accomplish this, BTI needs a copy of your electrical schematic and/or pinout. If you do not have either of these, BTI can develop the circuit layout (with pinout) and forward a copy to you for approval. Unless you have prior experience, it is typically faster and more cost-effective to have BTI develop the membrane switch circuit layout for you. Circuit Routing Depending on the size, shape, and circuit density of your part, one or more methods of circuit routing may be utilized on your circuit. Techniques such as using conductive jumpers (or “bridging”), through-hole printing, or multiple circuit layers are used to accommodate the functionality required. Conductive Jumper is Printed to Complete the Electrical Connection Dielectric (Insulative) Layers are Printed (green) Traces Needing Jumped Side View Conductive Jumper is Printed on the B-side of the PET film and Fills the Vias to Complete the Electrical Connection to the A-side Traces Conductive Traces are Printed on A-side of PET Film (ink partially fills Vias) Through-Holes (Vias) are Laser Cut into PET Film Side View BTI’s experienced engineers will layout your circuit while taking several factors into consideration including efficient material & process utilization, durability, and Design for Manufacture (DFM) which all contribute to reduced costs and lead-times. 18
Layers: Circuit Layer Contact Pad Design There are several options to consider when designing the switch elements of the circuit. The switches in a membrane wwitch assembly are momentary, single pole/single throw. There are contact pad designs for both tactile and non-tactile switches. Tactile Switch Probably the most common type of tactile switching device used in a membrane switch is the square, four-leg metal dome. The design for its contact pad typically looks like one of the two shown in the left diagram below. The diagram at the bottom of the page demonstrates how the metal dome interfaces with the contact pad. Typical Metal Dome Contact Pad Designs Metal Dome Contact Pad Corresponding designs for the various sizes of metal domes can be obtained from BTI or from metal dome manufactures/suppliers such as Snaptron or Odorfer & Associates Corp. 19
Layers: Circuit Layer Non-tactile Switch Options In many applications, the device operator user will receive feedback by means other than the snap of a metal dome (ex. audible beeps, visual cues, etc.). In such cases, the circuitry can be designed for on-tactile switches. Shown below are two of the non-tactile switch options, including the layer stack-up of each construction. Inter-digitated Finger Silver Trace Pattern Shorting Pad Silver or Carbon Two Layers Overlayed Shorting Pad/ Traces for Rows (Matrix) Shorting Pad/ Traces for Columns (Matrix) Matrix Grid NOTE: If the applications warrants a matrix circuit layer and a tactile snap is desired, a metal dome can be placed in between the top circuit and bottom circuit shorting pads as shown in the picture below. 20
Layers: Circuit Layer Circuit Flex Tails The function of circuit flex tails is to connect the membrane switch to the printed circuit board. Tails can be designed to almost any length and include both straight and angled sections needed to make the assembly with the PCB easier for the operator. • As the overall length of the flex tail increases, more material and ink is required, thus increasing cost. • Less-costly extension cables can be produced to provide the necessary length rather than designing a long tail. • The conductive traces on flex tails are typically protected with insulative ink (UV-cured dielectric ink) but can also be protected/insulated with polyester or polyimide film for more demanding applications. • Tail insulation is required to protect the printed traces from such conditions as: silver migration, shorting with components inside the device, abrasive environments, and damage when threading the tail during assembly. • For more demanding applications (extreme creasing, temperatures, etc.; tails can be designed as part of an etched copper flex circuit. • Whether the circuit is made from printed PET or etched copper flex, the tail can have traces and/or terminations on one or both sides through use of through-hole technology. It is much easier and more durable to have two-sided circuits made from etched copper on polyimide. Once the tail design is figured out, the next step is to determine how it will be terminated and connected to the circuit board. 21
Layers: Circuit Layer Terminations and Connections Once the tail design is figured out, the next step is to determine how it will be terminated and connected to the circuit board. The most common type of tail terminations and connectors are shown below. .5mm Pitch Zero Insertion Force (ZIF) 0.5mm and 1.0mm Pitch ZIF terminations have a stiffener opposite the traces (total termination thickness = 0.30mm nominal) 1mm Pitch Zero Insertion Force (ZIF) 1.27mm Pitch Female Pins + Housing • Mates with 0.38 to 0.45mm round or square pin headers • Latching/Locking and Dual-Row housing available 2.54mm Pitch Female Pins + Housing • Mates with 0.635mm round or square pin headers • Latching, Semi-Lock, and Dual-Row housings available • Berg-FCI-Amphenol connector options available 1.27mm Pitch Female Pins + Housing 2.54mm Pitch Female Pins + Housing In addition to the ZIF and female pin terminations, 2.54mm pitch male Solder Tab and Pin options are available as shown in the examples to the right. 2.54mm Pitch Male Solder Tabs 2.54mm Pitch Amphenol FCI Berg Male Pins 22
Layers: Circuit Layer Shielding Shielding can be incorporated into a membrane switch to protect devices from electrostatic discharge (ESD) and electromagnetic interference (EMI). There are several types of shielding options and methods to terminate them. Shielding Types: • Printed - Screen printed (silver or carbon ink) solid/full-coating, busbar, or grid pattern options. • Foil - Aluminum foil or aluminum foil & polyester laminate. • Transparent Film - Transparent conductive films, such as ITO coated PET, for shielding display windows. Termination Methods: • Tail / Tab - A flexible tail/tab exiting from the edge of the switch assembly can be attached with to a stand-off on the back panel or to the metal enclosure via conductive adhesive or mechanical fastener. • Connector - The shield can be terminated into its own connector or within one or more pins of the primary membrane switch connector. • Wrap-around - The conductive shield layer can wrap around the edges of a membrane switch so the backside can ground to the device’s chassis. If required, conductive adhesive can be utilized to electrically bond the shield layer to the metal chassis. 23
Layers: Circuit Layer Surface Mounted Devices (SMD) Butler Technologies can surface mount various devices to the circuit layer using conductive epoxy, underfill adhesive and/or encapsulant for mechanical strength. Surface Mount Devices include but are not limited to: • LEDs (and other diodes) • Capacitors • Resistors (can be printed too!) • Ambient Light Sensors • Integrated Circuit (IC) “Chips” For prototypes and small production runs, SMDs can be mounted by hand using analog fluid dispensing equipment. When high volumes or technically demanding designs are required, SMDs can be attached using precision digital dispensing and pick & place equipment. For copper flex circuits, the SMDs can be soldered in place for added durability. Lighting Adding lighting to your membrane switch can be as simple as embedding indicator LEDs to provide feedback to the user or through use of more sophisticated technologies that provide backlighting to graphics and buttons. In this section, the various options will be discussed. Indicator LEDs Indicator LEDs are used to indicate a particular function is engaged (ex. Power On), status, or warnings. Top-fire LEDs are mounted to the circuit layer and direct their output upwards (90⁰ to the circuit layer). The internal membrane switch layers have corresponding openings to permit the light to pass upwards to the graphic overlay. The graphic overlay would have clear, textured, tinted or translucent colored windows (flat or embossed) to make the LED output visible. Options for indicator LEDs include mono-color, bi-color, RGB, and several others. Typical indicator LEDs are yellow/amber, red, or green in color, however, blue and white are also common. LED windows that are embossed provide a wider viewing area of a lit indicator LED. 24
Layers: Circuit Layer Metal Domes for Backlighting Metal domes have been developed with the holes in the center to permit the passage of light from the circuit- mounted LEDs. Using metal domes in this configuration generally allows for crisp tactile feedback. One disadvantage of this technique is the hotspot created in the backlit image (as shown below in the green backlit power button). If the membrane switch design permits, the distance between the backlit graphic and the LED can be increased to diminish or eliminate the severity of the hotspot. Light Guide Film (LGF) Technology Another common method for backlighting graphics and buttons is through the use of Light Guide Film (LGF) technology. In this method, backlighting is generated through use of side- fire LEDs (typically white) and an optical film that has been patterned by various methods. The pattern gathers the light that is traveling horizontally through the optical film and directs it upwards through translucent graphics. Backlit graphic overlay. Notice the patterned LGF “dots” are visible in the rim embossed POWER button and the non-embossed LASER button because there is minimal space between the button graphics and LGF. The ARROW buttons are pillow embossed that allows for space between the graphics and LGF. Circuit layer with the embedded side-fire white LEDs and patterned Light Guide Film panels. Powered circuit with illuminated Light Guide Film. Patterned “dots” are visible and directing light towards the viewer. 25
Layers: Circuit Layer Lighting Fiber Optics Fiber optic panels are ideal for applications that require uniform lighting over large areas. In recent years, Light Guide Film Technology has superseded fiber optics as the primary choice for backlighting. However, fiber optic technology still has its place in membrane switch constructions. Besides offering uniform lighting, fiber optic technology offers several other advantages including a low-profile construction, long life (10K to 100K hours), and the ability to operate in a wide range of environmental conditions. Depending on the overall construction, fiber optic panels can reduce the tactile feedback response of a membrane switch. EL Lamps Electroluminescent (EL) lamps are another solution for applications that require uniform lighting over large areas. EL lamps generate light when the printed phosphor inks are excited by AC current. Therefore, they require an alternating current source or a DC to AC power inverter so they are not appropriate for all membrane switch applications. 26
Layers: Rear (Mounting) Adhesive Adhesive One of the most important and often overlooked requirement is the mounting adhesive used to bond the membrane switch to the device. If not properly specified, the adhesive bond will fail and the membrane switch will separate from the device allowing unwanted debris and/or moisture to reach the internal components. It is critical for the designer to know the material and surface finish of the area to which the membrane switch will be mounted. Different types of materials (HSE or LSE plastics, glass, metals) and finishes (painted, plated, etc.) have varying levels of surface energy that require the appropriate adhesive type for proper adhesive. Metal and Glass High Surface Energy (HSE) Plastics Low Surface Energy (LSE) Plastics Substrate Dynes/cm Substrate Dynes/cm Substrate Dynes/cm Copper 1103 Kapton® [polyimide (PI)] 50 Polyvinyl Acetate (PVA) 37 Stainless Steel 700-1100 Phenolic 47 Polystyrene (PS) 36 Aluminum 840 Nylon [polyamide (PA)] 46 Acetal (or polyacetal) 36 Zinc 753 Alkyd Enamel (oil-based paint) 45 Delrin 36 Tin 526 Polyester (PET) 43 Powder Coat Paints 36* Lead 458 Epoxy Paint 43 Ethylene Vinyl Acetate (EVA) 33 Glass 250-500 Polyurethane (PU) / PU Paint 43 Polyethylene (PE) 31 ABS (acrylonitrite butadiene styrene) 42 Polypropylene (PP) 29 Polycarbonate (PC) 42 Tedlar 28 Polyvinyl Chloride (PVC) 39 Teflon 18 Noryl® 38 Acrylic [polymethyl methacrylate (PMMA)] 38 Polane® Paint (PU-based) 38 *Typical value for powder coat paint. In general, powder coat paints have a broad range of surface energy, usually in the LSE range. NOTE: The surface energy values are provided as a guide only. The values may vary depending on the substrate formulation. Adhesive Selector Metal and Glass High Surface Energy (HSE) Plastics Low Surface Energy (LSE) Plastics Gauge Adhesive Type Gauge Adhesive Type Gauge Adhesive Type .002" 3M 200MP series .002" 3M 200MP series .002" 3M 300LSE series .005" 3M 200MP series .005" 3M 200MP series .0035" 3M 300LSE series .005" 3M 300 High Strength series NOTE: Equivalent adhesives can be substituted 27
Water Tight Designs Water-Tight Designs In many applications, membrane switches need to be protected from moisture and/or dust ingress. Butler Technologies is experienced in designing membrane switches that meet IP and NEMA ratings. The IP and NEMA ratings most requested of Butler Technologies are IP66, IP67, and NEMA4x. Please note that the combination of the membrane switch construction and how it is affixed to the device’s enclosure helps determine what rating the device will meet. Moisture and dust may not ingress into a properly constructed membrane switch, however, if it is not properly bonded to its mounting surface, moisture and dust can ingress through the flex tail cutout other cutouts in the enclosure. Below are tables detailing the IP and NEMA ratings. Summary Table of IP Rating Numbers Nema vs. IP Ratings Table Protection From Foreign Body and Particulate Ingress Nema IP 1st Digit 2nd Digit Protection from moisture ingress 1 10 0 No Protection 0 No Protection 2 11 Protected from solid objects over 50mm Protected from vertical falling drops of water 1 1 3 54 Protected from solid objects over 12mm 3r 14 Protected from direct sprays of water 15º off vertical 2 2 3s 54 Protected from solid objects over 2.5mm Protected from direct sprays of water 60º off vertical 3 3 4 and 4x 55 Protected from solid objects over 1mm Protected from direct sprays of water from all directions - limited ingress permitted 5 52 4 4 6 and 6p 67 Protected from low pressure jets of water from all directions - limited ingress permitted Protected from limited dust ingress 5 5 12 and 12k 52 Protected from strong jets of water from all directions - limited ingress permitted Totally protected from dust ingress 13 54 6 6 NOTE: There is no direct correlation between NEMA ratings and IP ratings as the two systems are based on different variables. However, the table aboves shows an approximate cross-reference. Protected from temporary water immersion up to 1m deep 7 Protected from long periods of immersion under pressure 8 28
Water Tight Designs Perimeter Seal One of the most effective methods constructing a membrane switch to meet the IP and NEMA ratings is to design a perimeter seal as shown in the cut-away view and example photos below. The width of a perimeter seal may vary depending on the combination of mounting surface and desired ingress rating. For demanding applications, a perimeter seal made from a very high bond foam adhesive may be required. Perimeter Seal Graphic Adhesive PC, PET, PMMA Spacer Rear Adhesive Circuit Tail Graphic Overlay + Perimeter Seal Membrane Switch Sub-Assembly Membrane Switch Assembly with Perimeter Seal Common Perimeter Seal width: 3mm (0.12”) min. 29
Water Tight Designs Perimeter Seal Continued Another variation of the perimeter seal is shown below. This particular constructions adds a solid backer of adhesive with the tail exiting internally. Advantages of this variation include the need to peel only one adhesive liner before applying the membrane switch as well as a more robust sealing solution for irregular mounting surfaces. Perimeter Seal Graphic Adhesive PC, PET, PMMA Spacer Rear Adhesive PC, PET, PMMA Spacer Rear Adhesive Solid Adhesive Backer Membrane Switch Sub-Assembly NOTE: The tail exits the switch assembly inside the perimeter seal and within the perimeter of the solid adhesive backer. Example based on the cut- away view above. Again, the tail exist within the perimeter of the solid adhesive backer 30
Back Panels Back Panels If the assembly requires, Butler Technologies can source and apply a membrane switch to a rigid metal or plastic back panel (a.k.a. sub-panel). Back panels are typically fabricated from aluminum and can include a variety of mounting hardware. The aluminum can be left unfinished or produced with an anodized or painted finish. Back panels can also be fabricated from acrylic or polycarbonate sheet but do not have mounting hardware but can include holes for mounting hardware. Back panels serve several functions: • Act as a rigid backing for actuating switches if the device’s enclosure is not rigid. • Allow the user interface sub-assembly to be mounted to the device’s chassis. • Provide a mounting system for internal components such as circuit boards and LCD or LED displays. 31
Membrane Switch Specifications Generic Membrane Switch Specifications Mechanical Characteristics Life Expectancy: Tactile Type = 1,000,000 actuations Non-tactile Type = 5,000,000 actuations NOTE: Life expectancy depends on key design, materials used, and environment Actuation Force: 180 to 450g (6 to 16 oz.) for Tactile Type (most common range) 55 to 285g (2 to 10 oz.) for Non-Tactile Type (most common range) Switch Stroke: 0.6 to 1.5mm (.023” to .060”) for Tactile Type 0.13 to 0.5mm (.005” to .020”) for Non-Tactile Type Bend Radius of Tail: 3.2 to 25.4mm (0.125” to 1.00”) typical. NOTE: Over-flexing the body of the membrane switch may result in dome failure and/or damage to surface mount components. Electrical Characteristics Maximum Circuit Rating: 30V DC, 100mA, 1 watt Closed Circuit Resistance: < 100Ω (closed circuit resistance) Contact Bounce: < 5 milliseconds for Tactile Type < 20 milliseconds for Non-Tactile Type Insulation Resistance: 100MΩ at 100V DC Dielectric Strength: 250VRMS (50-60Hz, 1 min.) Environmental Characteristics Operating Temperature: -40° to +80°C (-40° to +176° F) Chemical Resistance: Excellent chemical resistance when a hardcoated or polyester graphic overlay is used. Weatherability: Outdoor polycarbonates and polyesters available for graphic overlays. Moisture Resistance: Water-tight constructions available NEMA and IP-rated assemblies. NOTICE: The performance specification data listed above is typical to the average membrane switch construction and can vary dependent on the actual switch construction (layers, materials, components, etc.). The data shall be used only as a reference guide for product design or selection with the actual performance evaluated through customer validation testing. 32