Low pressure gravity casting gives advantageous technical qualities
20 likes | 37 Vues
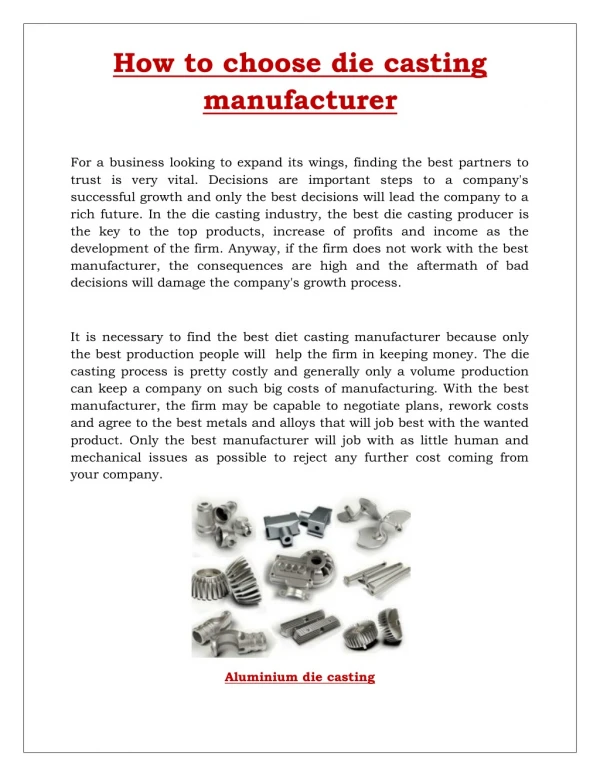
There are several methods for the manufacture of Aluminum Gravity Die Casting and that are involved in the support structures of the fabric, to form the different models of sun protection systems<br>

Low pressure gravity casting gives advantageous technical qualities
E N D
Presentation Transcript
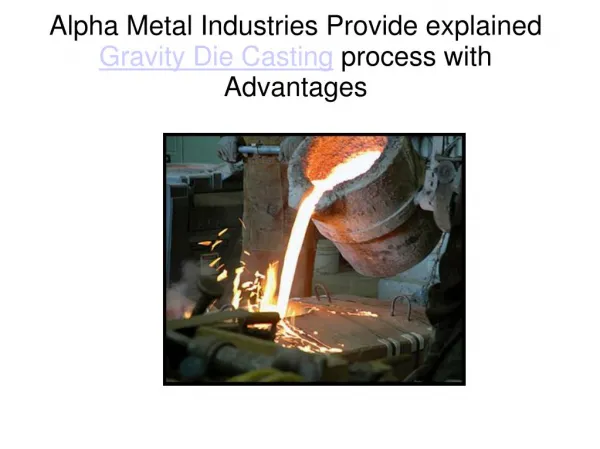
Low pressure gravity casting gives advantageous technical qualities There are several methods for the manufacture of Aluminum Gravity Die Casting and that are involved in the support structures of the fabric, to form the different models of sun protection systems, 1. Finishing detail of a low pressure cast iron part. As one of the best known methods we cite casting by casting or gravity. In this system, the molten raw material between 750º and 800º of temperature is poured by free fall on the inside of the mold. This method has had several updates. In the beginning the laundry was poured by hand, by means of a pot directly into the mold, which had previously been preheated, but which, due to the loss of temperature in the transport of said casting from the crucible to the mold, and to the difference in temperature between it and the amalgam of the metal, the molten material entered the mold at an approximate temperature of about 660º. This causes a reaction that becomes 'air bubbles' that generate the so-called 'caverns' inside the piece, causing a weakness in the resistance of the piece. 2. Cavern inside piece. The truth is that part of the air of these bubbles is eliminated by the so-called 'ejectors'. The mold has in its configuration, and that help the soup reach the most remote parts of said spring. However, a part of said air stays inside the piece. To avoid this reaction, the mold was placed on an inclined and movable base, which reached the vertical position gradually. Likewise, the pouring of the laundry is carried out by means of an automated system, which contributed to the pouring regularity and uniformity of flow. This process is slower and requires more energy consumption (due to the reach of a much higher broth temperature) than the injection system. In the injection molding process, the raw material or amalgam is only about 670º, while filling the mold is done by means of a pressure plunger and accelerating the process. In addition, it should be added that the external surface finish of the piece is much more defined. However, today we want to emphasize the use of a method that is reaching a lot of boom, because it greatly reduces the deficiencies of the gravity. While adding to its advantageous technical qualities, a much more defined finish, and, mainly, eliminates the generation of internal cavities or 'caverns'. The most important advantage can be summed up in the fact that a clean metal is introduced into the mold from the center of the crucible, instead of a metal that has been
exposed to the air. This reduces the porosity produced by the gas and the defects generated by oxidation, thus improving the mechanical properties of the final piece. In addition, the pressure exerted during the process helps a much more noticeable definition that has a positive effect on the final finish. So for Metal Machining Parts take services of best company.