The Quality Improvement Model
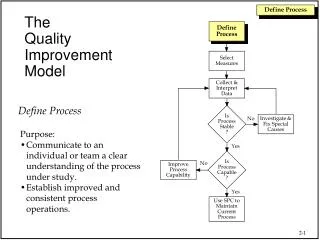
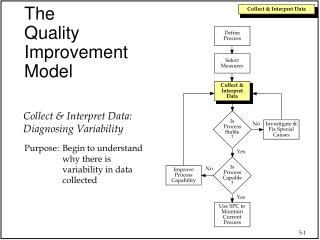
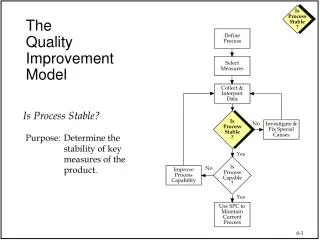
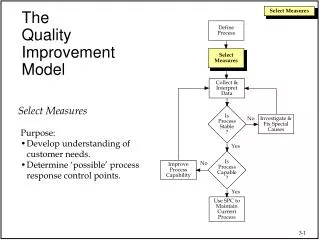
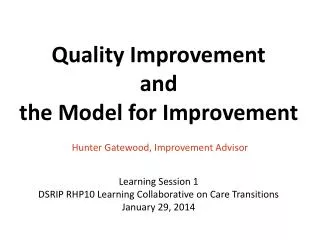
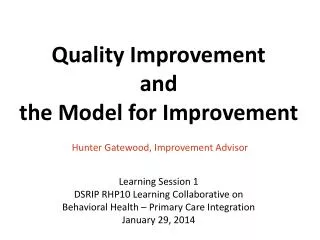
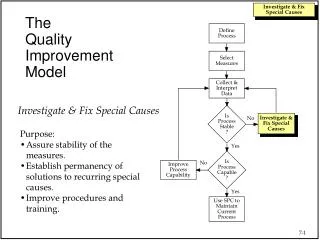
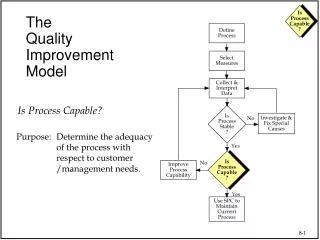
The Quality Improvement Model. Define Process. Select Measures. Collect & Interpret Data. Is Process Capable?. Is Process Stable ?. Investigate & Fix Special Causes. No. Purpose: Determine the adequacy of the process with respect to customer /management needs. Yes. Is Process Capable ?.

The Quality Improvement Model
E N D
Presentation Transcript
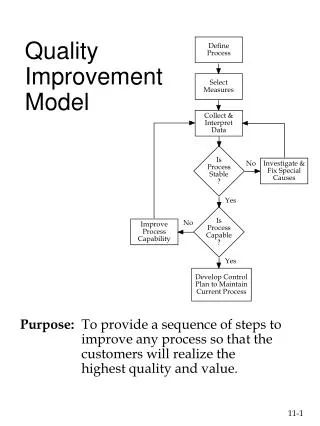
TheQualityImprovementModel Define Process Select Measures Collect & Interpret Data Is Process Capable? IsProcessStable? Investigate & Fix Special Causes No Purpose: Determine the adequacy of the process with respect to customer /management needs. Yes IsProcessCapable? No Improve Process Capability Yes Use SPC to Maintain Current Process
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 Capable Process A stable process that meets customer requirements. Histogram Control Chart UCL CL LCL Lower Spec Upper Spec Run Order Target Capability assessments for unstable processes, may not be indicative of how the process is actually performing.
Assessing Process Capability • Counting Measures • The average percent defectives. • The average number of defects. • Instrument Measures • Comparing both the center of the process and the process variation
Week 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Total # Errors 15 22 18 10 13 9 27 12 24 22 8 8 26 16 20 10 16 9 15 20 320 Control Chart 35 30 UCL=28.0 Number of Errors 25 20 Avg=16.0 15 10 5 LCL=4.0 0 5 10 15 20 Week Capability Assessment for Counting Measures“Order Entry Process” Is this process adequate as is? Should it be improved?
Histogram Control Chart UCL CL LCL 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 Lower Spec Upper Spec Run Order Target Capability Assessment for Instrument Measures Is this process adequate as is? Should it be improved?
Measures of Process Capability Specification Range USL - LSL C = = p True Process Range C p ® = 1.0 Process is marginally capable C p C p Distance from process average to closest specification limit min (USL - x , x - LSL) = C = pk 1 True Process Range 2 C pk C pk C pk 6sc ® < 1.0 Process is not capable of meeting specs ® > 1.0 Process is capable of meeting specs Problem: We are assuming the process has a target that is in the center of the specification range, and that the process is in fact centered on that target. 3sc Note: a negative result is possible if the process average is outside specifications ® < 1.0 Process is not capable of meeting specs ® = 1.0 Process is marginally capable ® > 1.0 Process is capable of meeting specs Benefits: • Optimal values are attained by running exactly between specs. • Can (must) be used for 1-sided specifications Warning: Capability assessments for unstable processes, may not be indicative of how the process is actually performing.
Process Capability USL LSL How much material is out of spec? • In the short term? • In the long term?
Process Capability Ratios LSL USL Voice of The Process Voice of The Customer
Process Capability - The Strategy Defects Defects LSL USL Centering –The Process Is On Target Spread – Reduce The Variation
Process Capability Ratios 2 Key Metrics for Measuring Capability X - LSL USL - X C Min( , ) pk 3 3
Process Capability Ratios - Concept Total Tolerance C p Process Spread
Process Capability – Example 1 LSL USL 27 Inches 33 Inches u = 30 Inches = 1 Cp = __________ Sigma Level = __________
Process Capability – Example 2 LSL USL 29 Inches 31 Inches u = 30 Inches = 1 Cp = __________ Sigma Level = __________
Process Capability – Example 3 LSL USL 28 Inches 32 Inches u = 30 Inches = .333 Cp = __________ Sigma Level = __________
Process Capability – Example 4 LSL USL 28 Inches 32 Inches u = 33 Inches = .333 Cp = __________ Sigma Level = __________
Process Capability Ratios X - LSL USL - X C C pU pL 3 3 X - LSL USL - X C Min( , ) pk 3 3 A metric to take into account process shift
Process Capability – Example 5 LSL USL 28 Inches 32 Inches u = 33 Inches = .333 CpL = ___________ CpU = ___________ Cpk = ____________ Recall Cp=2.0
CP & CPK Measure Short-term Capability Is The Process In Control ? Is It Producing Defects ? A Short-term Capability study covers a relatively short period of time (days, weeks) generally consisting of 30 to 50 data points. The actual number depends on the subject under study.
Long Term Performance Short term Capability Is The Process In Control ? Is It Producing Defects ? A long-term capability study covers a relatively long period of time (weeks, months) generally consisting of 100-200 data points. Again, the actual amount depends on the subject under study.
A Further Look at Capability Compare the estimates of the process deviations from the short-term and long-term data Descriptive Statistics Variable N Mean StdDev short term 30 30.6 2.23 long term 180 33.84.44 What is the difference between the short-term and the long-term data? What implication does this have in doing capability studies?
The Dynamic Process USL LSL Short-Term Capability Short-Term Capability Long-Term Capability Over time, a process tends to shift by approximately 1.5
Measures of Process Performance Specification Range USL - LSL P = = p True Process Range 6ss P p ® < 1.0 Process Performance is not meeting specs ® P = 1.0 Process Performance is marginally meeting specs p P p ® > 1.0 Process Performance is meeting specs Problem: We are assuming the process has a target that is in the center of the specification range, and that the process is in fact centered on that target. Distance from process average to closest specification limit min (USL - x , x - LSL) P = = pk 1 True Process Range 3ss 2 Note: a negative result is possible if the process average is outside specifications ® Ppk < 1.0 Process Performance is not meeting specs ® Ppk = 1.0 Process Performance is marginally meeting specs ® Ppk > 1.0 Process Performance is meeting specs Benefits: • Optimal values are attained by running exactly between specs. • Can (must) be used for 1-sided specifications
Performance vs. Capability Days Sales Outstanding for 55 Days DSO These data show that the process, if well controlled can perform much better than it currently is
Capability vs. Performance Days Sales Outstanding for 55 Days DSO Process Performance: Total Variation including shifts and drifts (Pp & Ppk) Capability: Only random or short term variability (Cp & Cpk)
Process Performance Ratios X - LSL USL - X P Min( , ) pk 3 3 The P-family of indices are computationally the same as the C-family of ‘capability’ indices, but use the observed long-term standard deviation.
How Does Process Capability Relate toSix Sigma? A goal of Six Sigma is to have: Cp = 2.0 Cpk = 1.5 Cpk is 1.5 to allow for a 1.5 sigma shift from target. If the six-sigma goal is achieved, the 1.5 drift can occur with a low risk of producing material out of specification. Example: The target viscosity for a plastic is 0.76. sc from the process is 0.01. The lower and upper spec from the process are 0.70 and 0.82, respectively. USL LSL 0.70 0.71 0.72 0.73 0.74 0.75 0.76 0.77 0.78 0.79 0.80 0.81 0.82 T-1.5sc T+1.5sc T
Six Sigma Goals (Defect Level) The Quality goal of six sigma corresponds to 3.4ppm defect level. For attributes data, the ppm level is calculated by: For variables data, the ppm level is calculated using the normal table.
Minitab: Process Capability Analysis Is it in control ? Is it in control ? Is it Normal ? How does the process variation compare to the spec limits ?
WARNING!!! Statistical Assumptions Made In Capability Studies 1. Data Comes From a Stable Process • If not, work towards getting the process in control • Don’t despair, you can still make some assumptions about your process in the mean time 2. Data are Normally Distributed • If not, transform it (ask the instructor) If Items #1 and #2 aren’t met, results will be misleading
Minitab: Process Capability Analysis • Minitab has many tools that will help you in this area. We will find Process Capability under: Stat>Quality Tools> Capability Sixpack> Normal Open Line1.MTW in the Mintab Datasets Folder and go to the Capability Sixpack
Minitab: Process Capability Analysis Enter the information shown below and select OK
Minitab: Process Capability Analysis Your output should look like this:
Example - Capability Study Results • Notice that both Cp / Cpk and Pp / Ppk values are given • The data shows that the Capability of the process (Cpk) is 1.32 and the Entitlement (Cp) is 1.35 • This shows that the process is on target. Why? • The data also shows the Performance of the process (Ppk) is reasonably capable with a value of 1.26 • This indicates the process is in control. Why? • But how good should a process get… Next Slide?
Process Performance and Capability • The Ppk can closely approach the Cp when • The Customer specifications truly reflect customer requirements • The process in under statistical control • The data approximate the normal distribution • The process average is very close to target. • The Cp is like a benchmark or entitlement • Sigma capability is driven primarily by random error (CommonCause Sources of Variation) • We would like Ppk to be very close to a Cpk of 1.5 • This would be a process that is performing at a Six-Sigma level
Total Variability Components (Assumes process is stable) Where: (For Unstable Processes) • Can be estimated three ways: • Standard Reference Material – Repeated Sampling • Half-Blind Technique • Gauge R&R (Estimated by subtracting test from total variability)
Measures of Test Method Capability Eastman has traditionally used: Percent of variation due to test method Six Sigma uses the following measures: Percent Gauge R&R Precision to Tolerance Ratio
How Good is Good? … The Debate is On Eastman has traditionally used: Percent Test Variability: Goal is 20 to 30% Six Sigma uses the following measures: Percent Gauge R&R: Less Than 30% P/T Rate: Best Case 10%, Acceptable 30% Problem: 30% Gauge R&R translates to 9% Percent Test Variability (Unrealistic for a lot of tests in Chemical Industry) Note: Initial analysis is showing that processes can be monitored with SPC techniques even when the percent test variability is as high as 50%!
Review • Indices to measure processes capability • Cp – Goal is 2, Short Term Sigma used in Estimate • Cpk – Goal is 1.5, Short Term Sigma used in Estimate • Pp – Approach Cp, Long Term Sigma used in Estimate • Ppk – Approach Cpk, Long Term Sigma used in Estimate • Note: All of the above are equal for stable processes on target • Indices to measure test method capability • Percent Test Variation – Goal is 20 to 30% • Percent Gauge R&R – Less than 30% (Percent Test < 9%) • 50% may be more reasonable • P/T Ratio – Best Case 10%, Acceptable at 30%
Exercise 1.) Your Catapult Team should complete page 11 of the “Catapult Process” handout. Limit yourselves to 30 minutes for this exercise.