Download
1 / 2
110 likes | 473 Vues
Ultrasonic welding is one of the most common techniques for joining thermoplastic subassemblies. Its primary advantages are its short cycle times and moderate capital costs. Typical manual cycle times are less than three to five seconds, resulting in production rates above 500 units per hour.<br>Ultrasonic Welding Amplitude is the peak-to-peak vertical motion at the horn face. It has the most impact on the ultrasonic process, in that the heat generated at the joint interface is based on the square of the amplitude. Therefore, small increases or decreases in amplitude have a greater affect than changes to other parameters, because the results are magnified by the square rather than incrementally.<br>During the ultrasonic welding process, mechanical vibrations with defined amplitude, force and duration are applied to the materials to be welded. Due to intermolecular and surface friction heat is generated and melts the material. The core of the ultrasonic welding system is the ultrasonic vibration group called ultrasonic stack. In the ultrasonic stack, there are the piezoelectric converter, the booster (amplitude transformer) and the sonotrode. The ultrasonic vibration group creates and expands with the ultrasonic frequency. The resulting vibrations are longitudinal, vertical waves. The travel of the weld tool, meaning the distance between the peak position and the zero position, is referred to as amplitude - in ultrasonic welding the amplitude is between 20 μm and 130 μm. <br>Ultrasonic welding amplitude by using static gain factors of the components that make up an acoustic stack: the converter, booster, and horn. (Gain is the ratio of output amplitude to input amplitude of a horn or booster. To arrive at approximate stack amplitude, multiply the amplitude of the converter by the gain factors of the booster and horn.<br><br>Output Amplitude = Converter Amplitude X Booster Gain X Horn Gain<br><br>Depending on the material and ultrasonic process utilized, different amplitudes will be necessary. Amplitude can be measured in either thousandths of microns.<br>Sonikel Ultrasonics, has ISO 9001:2008 and ISO 10002 System Certificates. Sonikel products have CE Certification with all LVD test reports.

E N D
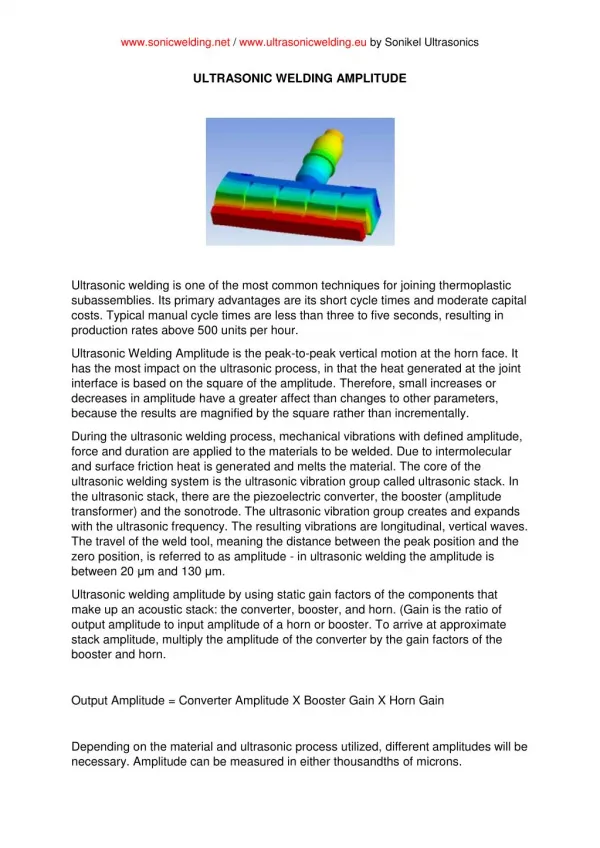
www.sonicwelding.net / www.ultrasonicwelding.eu by Sonikel Ultrasonics ULTRASONIC WELDING AMPLITUDE Ultrasonic welding is one of the most common techniques for joining thermoplastic subassemblies. Its primary advantages are its short cycle times and moderate capital costs. Typical manual cycle times are less than three to five seconds, resulting in production rates above 500 units per hour. Ultrasonic Welding Amplitude is the peak-to-peak vertical motion at the horn face. It has the most impact on the ultrasonic process, in that the heat generated at the joint interface is based on the square of the amplitude. Therefore, small increases or decreases in amplitude have a greater affect than changes to other parameters, because the results are magnified by the square rather than incrementally. During the ultrasonic welding process, mechanical vibrations with defined amplitude, force and duration are applied to the materials to be welded. Due to intermolecular and surface friction heat is generated and melts the material. The core of the ultrasonic welding system is the ultrasonic vibration group called ultrasonic stack. In the ultrasonic stack, there are the piezoelectric converter, the booster (amplitude transformer) and the sonotrode. The ultrasonic vibration group creates and expands with the ultrasonic frequency. The resulting vibrations are longitudinal, vertical waves. The travel of the weld tool, meaning the distance between the peak position and the zero position, is referred to as amplitude - in ultrasonic welding the amplitude is between 20 μm and 130 μm. Ultrasonic welding amplitude by using static gain factors of the components that make up an acoustic stack: the converter, booster, and horn. (Gain is the ratio of output amplitude to input amplitude of a horn or booster. To arrive at approximate stack amplitude, multiply the amplitude of the converter by the gain factors of the booster and horn. Output Amplitude = Converter Amplitude X Booster Gain X Horn Gain Depending on the material and ultrasonic process utilized, different amplitudes will be necessary. Amplitude can be measured in either thousandths of microns.
www.sonicwelding.net / www.ultrasonicwelding.eu by Sonikel Ultrasonics Amorphous Materials Amplitude Level at 20 kHz (um) 30-70 30-70 40-80 60-100 50-100 70-100 70-100 40-70 50-90 30-70 70-100 40-80 30-70 Amplitude Level at 20 kHz (um) 60-100 70-120 70-120 70-120 70-120 70-120 80-120 70-120 90-120 80-120 90-120 Acrylonitrile Butadiene Styrene (ABS) Acrylonitrile Styrene Acrylate (ASA) Polycarbonate (PC) PC/ABS Polycarbonate/Polyester Polyetherimide (PEI) Polyethersulfone (PES) Polymethyl Methacrylate (Acrylic, PMMA) Polyphenylene Oxide (PPO) Polystyrene (PS) Polysulfone (PSU) Polyvinyl Chloride (rigid PVC) Styrene-Acrylonitrile (SAN) Semi-Crystalline Materials Cellulosics (CA, CAB, CAP) Liquid Crystal Polymer (LCP) Copolyester Polyoxymethylene, Polyacetal (POM) Polyamid (Nylon, PA) Polybutylene Terephthalate (Polyester, PBT) Polyethylene Terephthalate (Polyester, PET) Polyetheretherketone (PEEK) Polyethylene (PE) Polyphenylene Sulfide (PPS) Polypropylene (PP) Sonikel Ultrasonics, has ISO 9001:2008 and ISO 10002 System Certificates. Sonikel products have CE Certification with all LVD test reports. For further information, you can visit the following web sites; www.sonicwelding.net www.ultrasonicwelding.eu