Download
1 / 21
210 likes | 507 Vues
Electroformed Nanocrystalline Coatings An Advanced Alternative to Hard-Chrome Electroplating PP-1152. Dr. Maureen J. Psaila-Dombrowski, McDermott Technology, Inc. Douglas E. Lee, Babcock & Wilcox Canada Dr. Jonathan L. McCrea, Integran Technologies Dr. Uwe Erb, University of Toronto

E N D
Electroformed Nanocrystalline Coatings An Advanced Alternative to Hard-Chrome ElectroplatingPP-1152 Dr. Maureen J. Psaila-Dombrowski, McDermott Technology, Inc. Douglas E. Lee, Babcock & Wilcox Canada Dr. Jonathan L. McCrea, Integran Technologies Dr. Uwe Erb, University of Toronto HCAT Meeting, Toronto, Ontario August 30, 2001
Contents • Technical Objective • Nanocrystalline Materials • SERDP Program Overview • Phase I Results • Phase II Optimization • Phase II Next Step
Technical Objective • Develop an environmentally benign advanced nanocrystalline Co-based coating technology that: • Is compatible with conventional electroplating infrastructure • Will produce coatings that meet or exceed the overall performance of hard chrome (hardness, wear, fatigue, corrosion, and thermal stability) • Has costs similar to or less than life-cycle cost of existing hard chrome electroplating processes • Will be applied to non-line-of-sight surfaces
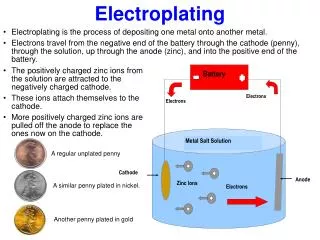
Nanocrystalline Materials Introduction • Introduced 20 years ago • Enhanced volume fraction of the boundary component • Superior mechanical properties • Produced by a variety of techniques: • Physical and chemical vapor phase processing • Mechanical attrition • Crystallization of amorphous precursors • Electrochemical methods
Nanocrystalline Materials Synthesis • Electrodeposited via conventional electroplating techniques • Single step process • Fully dense material - chemically homogeneous • Pure metals, binary/ternary alloys, composite materials • Broach choice of alloying constituents and bath chemistry • Pulsed power supply to favour nucleation of grains instead of grain growth • Fixed or consumable anodes • Plated or freestanding material with a broad range of thickness (1 to 1mm)
Nanocrystalline Materials Structure • Solid, fully dense electrodeposits (virtually zero porosity) • Grains and well characterized grain boundaries (similar to conventional polycrystalline materials) • 3 to 100nm grain size
Mechanical Properties of Conventional and Nanocrystalline Nickel † ASM Metals Handbook, ASM International, Metals Park, OH. Vol. 2, p. 437 (1993)
Program Three Phases • Phase I Technology Viability Assessment • completed • Phase II Coating Optimization • in process • Phase III Extension to Complex Shapes • next year
Phase I Results • Go/No Go Nanocrystalline Material Data Alloy I Alloy II Alloy III Co-P Co-Mo Co-Fe-P (0 to 5wt%P)(0 to 1wt%Mo)(15-30%Fe,2.5%P) 1) Grain size (nm) 8-14 8-14 15-25 2) Microhardness (VHN) 575-820* ~575 520-900** 3) Thermal Stability (C) 485 up to 497 425 4) Coating Thickness/ ≤ 0.010” ≤ 0.002” ≤ 0.05” Integrity No N/A No Pits/Pores Pits/Pores *Hardness increases up to 1100 when heat treated 5 minutes @ 450C **Hardness increases up to 1250 when heat treated 10 minutes @ 400°C
Phase II • Select most promising alloy (Co-Fe-P) and optimize composition, grain size and deposition process • cleaning and activation procedures • plating procedure • heat treatment procedure • grinding/polishing procedure • Apply to high strength and low strength carbon steel substrates (.003 to .010” thickness)
Phase II • Define formal testing requirements and conduct tests. Include pertinent requirements from existing HCAT protocols and program data. Meet or exceed hard chrome performance requirements. • Mechanical testing • hardness • tensile strength • ductility • adhesion • coefficient of friction • Performance testing • fatigue • corrosion • embrittlement • wear • Go / No-go decision • Reports and Review
Phase III • Extension to Complex Shapes • Adapt processes and develop equipment for DoD non-line-of-sight applications • Suitable anodes • Fluid delivery system • Optimized rate of deposition and coating quality • Apply optimized alloy composition developed in Phase I and II to an actual DoD part/s for DoD evaluation • Identify coating inspection technique
Phase II Optimization • Co-Fe alloy • Variation of electrical parameters (I avg, pulse time, frequency) • Cobalt chloride-ferrous sulphate bath chemistry • Results • Electrodeposits demonstrated typical Hall-Petch strengthening behaviour • Fe concentration in deposit not affected by pulse conditions • No definitive trend of hardness vs peak current density • Build up rates increased with increasing duty cycle but were below expectations, but increased with addition of conducting salts • Experienced Fe depletion problems with bath aging • Samples made for salt spray corrosion and taber wear tests
Phase II Optimization • Co-Fe-P alloy • Studied variation of electrical parameters, pH and metal ion/conducting salt additions • Managed Fe depletion with complexing and reducing agents • Cobalt chloride-ferrous sulphate bath chemistry with hypophosphorous acid addition • Results • Higher current densities increased Fe concentration in deposits. P content independent of current density • Fe content increased with pH; P content decreased with pH • Grain size decreased with increasing P content • Plating rate significantly increased (.002 to .005”/hour) by conductive salt addition (NaCI) and higher average current density; not increased by higher metal ion concentration • Samples made for salt spray corrosion and taber wear tests
Phase II Optimization • Taber Wear Screening Test Results • Tests performed per ASTM D4060, ASTM C501 and MIL-A-8625F • Nanocrystalline Co and Co-P alloys have higher Taber indices • Nanocrystalline Co-Fe-P alloys show significantly improved Taber indices. Higher Fe and higher hardness better • 60-70% Fe concentration represents limit for lowest wear coefficient
Phase II Optimization • Salt Spray Screening Test (ASTM B117) • >1200 hour exposure evaluated to ASTM D610 galleries • Nanocrystalline Co and Co-P alloys performed very well. Heat treatment did not degrade corrosion performance. Thicker coating performed better • Nanocrystalline Co-Fe on Co-Fe-P alloys performed very poorly.
Note: Data for WC-Co, T400 and Hard Chrome per “Replacement of Chromium Electroplating Using HVOF Thermal Spray Coatings”, Sartwell et. Al.
Phase II Next Step • Investigate alternative alloy additions • Co-Fe-Zn • Co-Fe-Zn-P • Co-Fe-W • Establish sliding wear performance • Procure fatigue and hydrogen embrittlement test specimens grain size: 4 to 29 nm VHN: 500-600 as deposited Plating rate: .004 - .006”/hour Salt water corrosion: Co ~20% Fe ~20% Zn