Cavity process
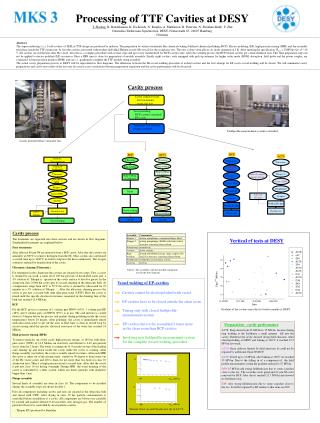
Cavity without vessel: - first treatments - vertical rf test. Vessel welding: - BCP-cavities (standard) - EP-cavity. Treatments for Chechia, Modul assembly. Fieldprofile-measurement-system is installed. Cavity in insert before vertical rf test. BCP. BCP. AC73. AC73. Delivery

Cavity process
E N D
Presentation Transcript
Cavity without vessel: - first treatments - vertical rf test Vessel welding: - BCP-cavities (standard) - EP-cavity Treatments for Chechia, Modul assembly Fieldprofile-measurement-system is installed. Cavity in insert before vertical rf test. BCP BCP AC73 AC73 Delivery First treatments Ultrasonic Ultrasonic Ultrasonic Ultrasonic Ring welding Ring welding 20µm BCP, HPR Tuning of fieldprofile Ring welding at Lufthansa Flanges 2 Ultrasonic Take off coupler, change pickup Flanges 2 Ring welding at Lufthansa Ultrasonic 20µm BCP, HPR 6 times HPR 2 times HPR Fieldprofile Flanges 1 Pumpflange Pumpflange Tunen Tunen 2 times HPR Take off He-pipe Coupler Ultrasonic Coupler Antenna Take off fieldprof.-sys. Welding He-pipe Welding He-pipe 1 time HPR Vessel welding Chechia test Vertical rf-test Chechia test 120°C baking Vessel welding Chechia Chechia Vessel welding Vertical rf tests at DESY Tabel 1. The assemblies with the installed components used in the flow diagrams. Gradient of the cavities since the last twelve months at DESY. Preparation – cavity performance AC78: Drop down from 33 MV/m to 15 MV/m, because during ring welding at the Lufthansa a small antenna fell into the cavity. Therefore the cavity showed strong field emission. After electropolishing at DESY and baking at 120°C it reached 23,7 MV/m last week. AC70: Since delivery limited by field emission. It could not be repaired by additional 18µm Nb BCP. AC76: Tested up to 31 MV/m, after baking at 120°C we reached 35 MV/m. Due to the falling in of a component of the field profile measurement system the gradient reduced to 27 MV/m. D39: 15 MV/m and strong fieldemission due to some scratches close to the iris. The scratches were grind and 63 µm Nb were removed by BCP. After that it reached 21,7 MV/m and showed no fieldemisssion. Z49: Also strong fieldemission due to some scratches close to the iris. It will be repaired by EP similar to that done on D39. Processing of TTF Cavities at DESYT. Ebeling, R. Bandelmann, K. Escherich, N. Krupka, A. Matheisen, B. Petersen, N. Steinhau-Kühl, F. ZhuDeutsches Elektronen-Synchrotron, DESY, Notkestraße 85, 22607 Hamburg Germany Abstract The superconducting (s.c.) 9 cell-cavities of TESLA /TTF design are produced by industry. The preparation by surface treatments like chemical etching (buffered chemical polishing /BCP), Electro-polishing (EP), high pressure rinsing (HPR) and the assembly take place inside the TTF cleanroom. At first the cavities are treated without their individual Helium vessel (He-vessel) for the acceptance test. This test is done vertically in cw. mode operation at 2 K. After meeting the specification (Eacc > 25MV/m; Qo >5 *10 9), the cavities are welded into their He-vessel. Also this is a complex procedure with several steps and up to now standardized for BCP-cavities only. After this welding process the BCP treated cavities get a final chemical etch. This final preparation step can not be applied to electro-polished (EP) resonators. Here a HPR rinse is done for preparation of module assembly. Finally eight cavities, each equipped with pick up antennas for higher order mode (HOM) absorption, field probe and the power coupler, are connected. A beam position monitor (BPM) and one s.c. quadrupole complete the TTF module string assembly. The actual cavity preparation process at DESY will be represented in flow diagrams. The difference between the He-vessel-welding-procedure of etched cavities and the first attempt for EP cavity-vessel-welding will be shown. We will summarize cavity preparations and cavity test results of the last year. In several cases correlations between preparation expiration and the cavity performance will be discussed. Cavity process Cavity process The treatments are separated into three sections and are shown in flow diagrams. Standardized treatments are explained below. First treatments After delivery 80 µm Nb are removed from a BCP cavity. After that the cavities are annealed at 800°C to remove hydrogen from the Nb. Most cavities also are heated a second time up to 1400°C in order to improve the heat conductivity. The oxygen contain is reduced by titanification of the cavity. Ultrasonic cleaning (Ultrasonic) For treatments in the cleanroom the cavities are cleaned in two steps. Firsta cavity is cleaned by car wash: a water jet of 100 bar pressure of decalcified water and a 3% solution of Tikopur is sprayed on the cavity surface to dissolve grease. In the cleanroom class 10000 the cavity gets its second cleaning in the ultrasonic bath. At a temperature range from 44°C to 50°C the cavity is cleaned by ultrasound for 25 minutes in a 3% solution of Tikopur[1]. After the ultrasonic cleaning process the cavity is put into a second bath with ultra-pure water (UPW). Here the cavity is rinsed until the specific electrical resistance, measured in the draining line of the bath, has reached 12.4 Mcm. BCP For the BCP process a mixture of 1 volume part HNO3 (65%), 1 volume part HF (48%) and 2 volume parts of H3PO4 (95%) is in use. The acid mixture is cooled down to 9 degree before the process and reaches during polishing inside the cavity temperatures below 20 degree. After polishing the cavity is immediately rinsed with ultra-clean water to get off the acid. A final rinse is done in closed loop by circuit rinsing until the specific electrical resistance of the water has reached 18 Mcm. High pressure rinsing (HPR) To remove particles out of the cavity high pressure rinsing at 100 bar with ultra-pure water (UPW) of 18.2 Mohm cm resistivity and filtered to 0.02 µm particle size is done for 2 hours. The water is coming out of 8 nozzles on top of the feeding cane running up and down inside the cavity while the cavity is rotating.After flange assembly (see below) the cavity is usually rinsed two times: After each HPR the cavity is taken out of the rinsing stand, turned by 90 degree to drain water out of the He vessel cones and left to drain for not more than two hours in class 10 cleanroom area. Then it is high pressure rinsed a second time. After that the cavity is put into class 10 for drying overnight.During HPR the water draining of the cavity is controlled by a filter system, which can detect particles with diameters bigger than 1 µm. Flange assembly Several kinds of assembly are done in class 10. The components to be installed during the assembly steps are shown in table 1. First all components including screws and nuts are cleaned in the ultrasonic-bath and rinsed with UPW. After drying in class 10 the particle contamination is controlled before installation to a cavity. All components are blown very carefully by ionised and particle filtered (0.02 µm filter size) nitrogen gas. The number of particles blown of is controlled by an air particle counter. [1] Tikopur R33 produced by Bandelin • Vessel welding of EP-cavities • Cavities cannot be electropolished with vessel • EP-cavities have to be closed outside the clean room • Tuning only with closed fieldprofile- • measurement-system • EP-cavities have to be assembled 2 times more • in the clean room than BCP-cavities • Involving new fieldprofile-measurement-system • for the complete wessel-welding-procedure Q (a) EAcc (MV/m) Q (b) EAcc (MV/m) Vertical rf test (a) and Chechia test (b) of AC 73.