Structural Panel Repair Methods: Full vs. Partial Replacement
Learn key considerations for full or partial panel replacement, methods for structural part replacement, vehicle preparation, and importance of factory seams. Discover techniques like spot weld removal and spot welding cutters. Ensure safety and integrity during repair.

Structural Panel Repair Methods: Full vs. Partial Replacement
E N D
Presentation Transcript
Structural Panel Sectioning Where to to start?
Full or Partial Panel Replacement • When and where to perform panel replacement • The importance of these decisions • Pre-accident condition • passenger safety • shape and state of vehicle structure • ensure correct operation and deployment of passive and active restraint systems
Learning Task • Two forms of structural part replacement • full or partial (from minor component to full body section) • Guidelines for replacing a part • at factory seams • partial replacement (section) • manufacturers recommendations • Methods for separating spot welds / cutting structural members • Vehicle and panel preparation • Restoring corrosion protection • Perform the repair
Structural Analysis • Information is key to a successful repair • How to find proper information • the manufacturer is always the best source of technical information • online / cd / service manuals • GM Technical Repair Information – Home • http://www.motorcraftservice.com • Collision repair research technical bulletins • Automobile Research Bulletins • About I-CAR - Current Events/News: Advantage Online
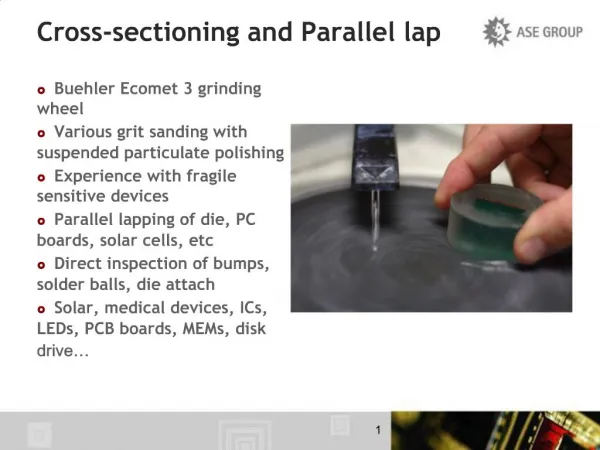
Tools • Spot weld removal • Hole saw • Brad point • Drill bit • Plasma cutter • Trimming • Reciprocating saw • Cut off tool • Plasma cutter • Cleanup • Fibre disc/grinders
Cleanup • Care must be taken not to affect metal or vehicle during preparations for drilling / cutting • Heat • Oxy/acetylene torch for softening undercoating • Grinding • grinding operations can affect metal thickness • Scraping • misuse of pneumatic scrapers may cause punctures
Locating Factory Seams and Spot Welds encapsulated wire wheel wire wheel
Titanium Spot Weld Cutter In instances where Boron (martensitic) steel is present, special spot weld cutters may be necessary
Plasma cutters work by sending an electric arc through a gas that is passing through a constricted opening. The gas can be shop air, nitrogen, argon, oxygen. etc.This elevates the temperature of the gas to the point that it enters a 4th state of matter. We all are familiar with the first three: i.e., solid, liquid, and gas. Scientists call this additional state plasma. As the metal being cut is part of the circuit, the electrical conductivity of the plasma causes the arc to transfer to the work. The restricted opening (nozzle) the gas passes through causes it to squeeze by at a high speed, like air passing through a venturi in a carburetor. This high speed gas cuts through the molten metal. The gas is also directed around the perimeter of the cutting area to shield the cut. Plasma Cutter
In many of today's better plasma cutters, a pilot arc between the electrode and nozzle is used to ionize the gas and initially generate the plasma prior to the arc transfer Plasma Cutter • Insulator • Swirl ring • Electrode • Contact tip • Gas diffuser
Cutting HSS With Plasma Cutter • Mark final cut line • Adjust plasma arc cutter to metal thickness • Cut 1” away from final cut line • Using a metal saw or equivalent tool, make final cut • If trimming by Oxy-Acetylene has been done, the final cut line must be at least 4” away from torched cut line!
Mechanical Cutting • Hack saw • Reciprocating saw • Cutoff tool Safety!!!
Sectioning • The two methods that we will be discussing will involve full panel replacement at the factory seams or replacing only the damaged portion of the panel by performing a “section repair” or “sectioning” of the replacement panel. • Full panel replacement involves the straightening and aligning of the unitized structure, removing the entire damaged panel and replacing it with another new or recycled part. • Sectioning the replacement panel requires many of the same procedures found in the full panel replacement. Once the unitized structure is repaired, only the damaged portion of the panel is removed and replaced with a section from another new or recycled part.
Panel Replacement…Where? The factory seams are normally the method of choice for panel replacement, but it is often not practical or possible. Sectioning the panel avoids disturbing at least some of the factory welds and corrosion protection. Depending on the construction of the vehicle, full panel replacement can be very intrusive. Sectioning may avoid damaging adjacent panels which is sometimes necessary in order to accommodate full panel replacement. OEM body repair manuals offer some of the best model specific information available. Tech-Cor and I-CAR have developed procedures that can be utilized in these situations.
Panel Replacement…Where? Determine what is going to be the safest and most cost-effective repair. Vehicle structural integrity must be maintained. There is a considerable amount of “crush zones” or crash management you must be aware of. These areas are designed specifically to collapse and absorb collision forces generated during a crash. The more of these collision forces that are absorbed by the vehicle, the less are transferred to the vehicle occupants. Failure to identify, repair or replace damaged structural components can affect the vehicle’s ability to manage impact energy correctly and as a result, occupant safety may be jeopardized.
Structural Sectioning Before starting any repair, consult the vehicle manufacturer’s repair recommendations. It is important for collision repair facilities to actively pursue the latest repair recommendations. If the OEM procedures are not available, there are other collision repair manuals that contain proven repair guidelines. If there are no guidelines available, some repair recommendations can be carried over from another vehicle on the same components. This is something that should only be attempted by an experienced technician who is very familiar with the vehicle involved.
Considerations The sectioning methods recommended by all the auto manufacturers are very similar in nature. Overlap, offset or butt joints with inserts are common place for sectioning rails, rockers, pillars, etc. The following recommendations must be followed irrespective of vehicle make or the type of section being performed. Must only be performed by an experienced, trained technician. Requires the highest quality of workmanship. Vehicle crash management must be maintained.
Recommendations Should only be attempted using OEM or other tested procedures. If no guidelines are available, an experienced qualified technician, using recommendations from a similar vehicle on the same component or panel may perform a section replacement. Method of repair. What is going to be the safest most cost effective repair: full panel or a section replacement? Repair as much of the vehicle’s inner structure as possible and restore the vehicle dimensions, prior to removing any of the damaged structure.
Recommendations When damage is extensive or involves one or more components inboard of the outer structural member, determine how much of the other panel must be removed to allow repair or replace access to the inner components. If the majority of the panel must be removed for access, sectioning may not be an option. Are there any inner reinforcements that may make the section difficult or in some cases impossible? Do the full panel replacement guidelines involve surrounding structures? Will they be damaged requiring both paint and bodywork? Can this be avoided by sectioning in the panel? Do you have all the necessary equipment to perform the repairs? Restore all the corrosion protection on the repaired areas.
Choosing a Section Location Proceed with OEM or other tested recommendations whenever possible. There are a number of general do’s and don’ts that must be considered when deciding where to section in the repair panel. Specific guidelines as to where to section can vary significantly depending on the model of vehicle and the type of damage involved. The section area must be inboard of the damage. Uniform in shape Allow enough clearance to support the necessary cutting and welding operations. Check for other obstructions, such as internal reinforcements, fuel lines, brake lines or wiring.
Structural Sectioning ACCEPTABLE LOCATIONS
Structural Sectioning UNACCEPTABLE LOCATIONS There are probably more reasons that make an area unacceptable as opposed to acceptable when it comes to sectioning locations. Avoid any areas containing crash management, including convolutions, holes, cutouts and Laser welded multi-thickness panels. Avoid areas containing complex shapes, check rail construction, specifically the shape as well as the number and spacing of spot welds. All these areas are engineered to react in a predetermined manner during a crash. Performing a section in an area containing crash management can effect this designed in energy management system, placing the occupants at greater risk of injury during a collision.
Structural Sectioning UNACCEPTABLE LOCATIONS Suspension, driveline or structural mounting locations can contain multiple layers of metal and inner reinforcements. The multiple layers and inner reinforcements make cutting and welding in these areas difficult, if not impossible. The inability to properly weld or corrosion protect these inner reinforced areas could effect the vehicles driveability, crash management and lead to possible future failures due to inadequate corrosion protection.
STRUCTURAL SECTIONING multiple layers and very complex shapes UNACCEPTABLE LOCATIONS Laser welded area Seat belt anchors Reinforced striker location Multiple layers and reinforced Multiple layers and very complex shapes Laser welded area
STRUCTURAL SECTIONING UNACCEPTABLE LOCATIONS Crash management convolutions Complex shape convolutions and multiple layers Holes in rail
STRUCTURAL SECTIONING ACCEPTABLE LOCATIONS Typical 2 door section locations Typical 4 door section locations Typical sport utility section locations
WELD JOINTS BUTT JOINT The butt joint is just as it sounds. It consists of two adjacent pieces butted together. The average weld gap size is approximately one to one and a half times the thickness of one piece of metal. Too wide or too thin a gap can result in either burn-through or insufficient weld penetration. This type of joint requires a high level of skill in both cut accuracy and weld application. 13
BUTT JOINT With the major amount of high strength steel used in today vehicles, poorly applied welds, burn-through or over heating can seriously affect the metal’s strength. For long welds the pieces should be joined using the stitch method. Do not weld more that approx. ¾ inch (19mm) at one time. Alternate your weld sequence in a way that allows the welded area to cool sufficiently prior to applying the next weld. 13
Butt Joint • This open butt joint weld fails the visual inspection because the joint line can still be seen on the backside, indicating inadequate weld penetration
Open Butt Joint • Many vehicle makers have collision repair procedures that call for open butt joints at sectioning locations for side apertures, quarter panels, rocker panels, and frame rails.
Joint Fit up • The open butt joint for this A-pillar is being made using the cut-and-join method.
Open Joint Butt Weld • This series of short stitch welds was used to make an open butt joint weld. • This type of weld should only be attempted once practice welds have been accomplished and tested
Testing by Destruction • To destructively test an open butt joint weld, bend the pieces up toward each other with the bend on the weld joint. Have the root, or backside, of the weld on the face, or front side, of the bend. Lightly hammer the sample flat and inspect the weld bead for cracks This destructively tested open butt joint weld indicates a good quality weld
BUTT JOINT WITH INSERT This style of joint has been the recommended sectioning joint for many years. The purpose of the insert is not to add strength to the section, but to assist the technician in fitting the components together that are to be welded. It is very difficult to have a high quality, continuous weld without some form of backing. The insert provides the necessary backing to help produce this weld. Butt area is stitched, forming a continuous weld. Insert is plug welded to outer panel sections. Insert
BUTT JOINT WITH INSERT Insert is constructed using undamaged segments of the old or replacement rocker with the pinchwelds removed. From two to five segments may be required to construct the insert. The fit of the insert must be tight to insure good weld quality. Insert size: Too big an insert held in place by too many plug welds could over strengthen the area, leading to a failure on either side of the section. Size recommendations: 1 inch (25mm) to as much as 6 inches (150mm). These recommendations will vary greatly depending on the vehicle manufacturer, application and section location.
OFFSET BUTT JOINT The offset butt joint is similar to the open butt joint but with some advantages. One half of the section is cut shorter that the opposite side allowing one half to overlap the other. This offset configuration allows easier aligning and clamping of the two pieces that are being joined together. The same care must be taken as with the open butt joint to ensure a proper fit prior to welding. The offset butt joint can also be accomplished with the addition of a sleeve or a backer where the two sections meet. This will assist the technician in achieving a good weld between the sectioned components.
OFFSET BUTT JOINT Offset with backing strips Offset only Existing rail Replacement section
LAP JOINT Most common joint found in unitized construction. Constructed by simply overlapping two pieces of steel. The overlapping pieces can be continuous, stitch or plug welded together. The majority of unibody panels are overlapped prior to welding right from the factory. Common lap areas can be found in the pillars, rails, floor pans, roof panels, etc.
Panel Construction Methods • Sheet metal stampings • Extrusions • Castings • Hydro Forming
Hydroformed Components 2004/5 F-150 Frame
2004 Ford F-150– Front frame horn 2004 Dodge Durango– Front frame and upper fender rail shotgun 2002 and newer Dodge Ram 1500– Front frame and upper fender rail shotgun 2000 GM C/K Sport Utility Vehicle (Tahoe/Suburban)– Front frame crush cap 2002 GM S/T Sport Utility Vehicle(Trailblazer) 1999 and newer GM C/K series truck– Front frame crush cap and rear module H/F Parts available OEM:
WELDING Welding is a critical part of any repair process. Whether it is a complete panel replacement, partial section, or during the repair process, the understanding and correct usage of welding equipment will ensure the repaired vehicle meets industry standards. Note: Electronic control modules, including EEC processors, may be damaged if the negative battery cable is not disconnected or if the module is not removed, prior to performing any welding process. MIG WELDING The MIG welding process produces very little heat compared to other welding processes. It is very versatile and can be used to weld aluminum, stainless and carbon steels, as well as copper and a number of other widely used metals. MIG welding considerations: The welder itself. Wire size. Heat range. Shielding gas. Rate of feed.
MIG WELDING Shielding gases: There are a number of different gases or combinations that can be utilized for MIG welding purposes. The gas most widely accepted and recommended for welding mild and high strength steels is a 75% Argon/25% CO2 combination. Temperature selection: Correct temperature selection will depend on the type and thickness of material you are welding. What do you normally work on? Unitized vehicles? Full frame trucks? Sport utilities? What are the recommendations as set out by the welder manufacturer? Is your current equipment capable of producing the recommended amperage at the necessary duty cycle? It may be time to upgrade your 110-volt MIG to a 220-volt unit.
TYPICAL 110 V. & 220 V. DUTY CYCLES 220 Volt 110 Volt
MIG WELDING Wire selection: Selected wire must have yield and tensile properties equal to or greater than the base metal about to be welded. Wire diameter and tip sizes range from 0.023” to 0.045” What size wire is currently in your welder? Does the contact tip match the wire size? The most common wire found in autobody repair facilities today is .023” ER70S-6. So what is the thickness and the type of sheet metal you are about to weld? Does the vehicle manufacturer have any recommendations? 9
.023” .030” .035” WHAT'S THE DIFFERENCE IN WIRE SIZES? VOLUME OF WIRE = 1.0 = 1.7 = 2.3