Large Scale Reactors to Reduce Cellulosic Ethanol Costs
100 likes | 228 Vues
This project explores innovative large-scale reactor technologies aimed at reducing the costs of cellulosic ethanol production. Key research by Dr. James D. Palmer and colleagues emphasizes the transition from waste biomass, such as wood and switchgrass, to ethanol without competing for food resources. The study highlights the crucial role of enzyme immobilization, achieving significant savings in production costs. The findings suggest potential future advancements through nanotechnology and improved pre-treatment methods, paving the way for a sustainable energy source that dramatically lowers greenhouse gas emissions.

Large Scale Reactors to Reduce Cellulosic Ethanol Costs
E N D
Presentation Transcript
Large Scale Reactors to Reduce Cellulosic Ethanol Costs College of Engineering and Science Dr. James D. Palmer, Dr. Yuri Lvov, Dr. Hisham Hegab, Dr. Dale Snow Qi Xing, Dezhi Zhang, Joe Nealy, Bam Aryal November 5, 2009
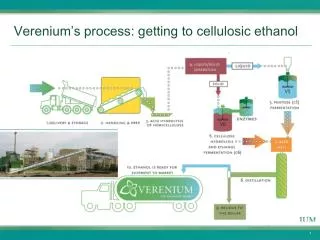
Ethanol for Fuel • Sugar (Current technology) – fermented from sugar (corn or sugar cane) • Cellulose – waste biomass, wood, switchgrass • Does not compete with food • Reduces Green-House Gas emissions by 86% • Cellulose must be converted to sugars – then fermented as normal
Sugar (glucose) Carbon Dioxide H H OH C C O H H O H C C H O H O H H C C H OH Ethanol O O O O Cellulose H H H H H H H H H H OH OH OH OH OH C C C C C C C C C C O O O O O H H H H H H H H H H C C C C C C C C C C H H H H H H H H H H O O O O O H H H H H C C C C C C C C C C H H H H H O O O O O H H H H H
Cellulosic Ethanol • Priority by Department of Energy (2 billion gal. – 2013, 16 billion gal. – 2022) • Best Technology uses Expensive Enzymes – Iogen, Genencor, Novozymes • “Free Enzyme” can only be used one time or Immobilized onto surface to Reuse • Estimated savings by Reusing ~$32 million each ethanol plant, or $7.5 billion in nation • June 2002 NREL technical report NREL/TP-510-324388 “Lignocellulosic Biomass to Ethanol Process Design and Economics utilizing Co-Current Dilute Acid Prehydrolysis and Enzymatic Hydroylsis for Corn Stover
Layer-by-Layer Nano Self-Assembly For Enzyme Immobilization • LbL can be reapplied easily in manufacturing environment (large scale) • LbL applicable to mixture of enzymes Enzymes Enzymes + + + + + + + + + + + + + + + + + + + + + + + + Polyelectrolytes Polyelectrolytes - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Accomplishments • QCM and Zeta potential confirm LbL immobilization is effective • Free enzyme batch reactor data for benchmark (one commercial enzyme MUCH more active than others tested) • Immobilized enzyme batch reactor data • Pre-treatment methods (base, acid, ultrasound) – very big impact on conversion!
Immobilized enzyme is lower than “free” enzyme; this is expected, savings calculated assumed 10x less activity!
Future Work • Nanotechnology opportunities to improve activity • Impact of pre-treatments • Test cellulose from wood mills (other commercial sources)
Questions? Comments?
Polycations Polyanions Polyelectrolytes Studied Polystyrenesulfonate Polyvinylsulfate Polyethylenimine Polyallylamine Polydiallyldimethylammonium