Download

1 / 10
0 likes | 3 Vues
We help Indian manufacturer to manufacture world class products at very attractive prices by supplying various mechatronics Product like CNC milling spindle, CNC Rotary Table, CNC turning spindle, grinding spindle, Electro spindle, Automatic Tool Changer, servo Turret, 2 axes head, Built in cylinder power chucks . Angle heads, hardened and ground rack & pinions and work holding solutions etc.

E N D
USER MANUAL DIA 155 CNC ROTARY TABLE Address - Block G-293, Sector-63, Noida, U.P - 201301 Phone No. - +91120457 1546, 9560500384 | Email id - sales@kuvamtechnologies.com Website - www.kuvamtechnologies.com
COMPANY INSTRODUCTION Kuvam’s Phylosophy: WeatKuvamTechnologiesbelieveinwin-win-winrelationshipi.e. WIN FOR CUSTOMER WIN WIN FOR KUVAM FOR TEAM Kuvam’s Mission: KuvamTechnologiesisonamissiontohelpManufacturers to buildworldclassproductsatattractivepricesbyusing technologieswhichwillhelpthemtomanufacturehighly reliableproducts. Who we are: WehelpIndianmanufacturertomanufactureworldclassproductsatveryattractivepricesby supplyingvariousmechatronicsProductlikeCNCmillingspindle,CNCRotaryTable,CNCturning spindle,grindingspindle,Electrospindle,AutomaticToolChanger,servoTurret,2axeshead, Builtin cylinderpowerchucks.Angleheads,hardenedandgroundrack&pinionsandwork holdingsolutions etc. Theproductsweofferarecarefullyselected,inspectedondefinedqualityparametersbyour qualitycontrollerstomakesurethattheyarefreefromallkindsofmanufacturingdefects. Thekindofcustomerswholoveourworkaretheoneswhowanttoincreasetheirproductivity and improvetheirreturnoninvestment.Ourproductsareveryreliableandofferhighvaluethat provide peaceofmindtoourcustomers.Unlike,othersupplierwebelieveinservingandnot selling.We completelysafeguardourcustomer’sinterest.
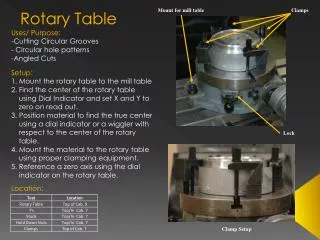
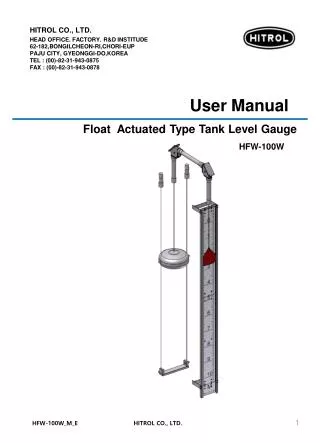
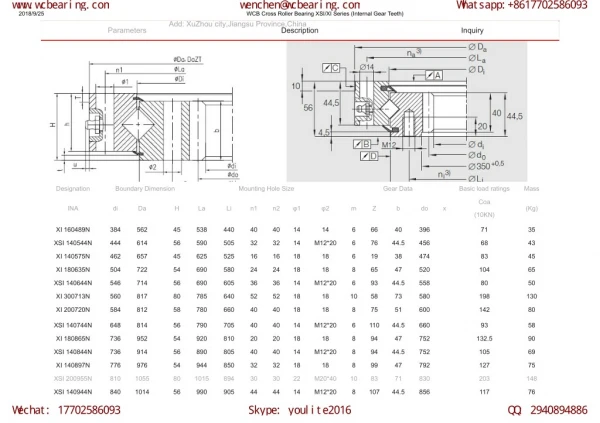
Outside Feature Of Rotary Tables TECHNICAL SPECIFICATIONS CNC ROTARY TABLE KX Series MODEL Table Diameter(mm) Centre Bore Diameter(mm) T-Slot size(mm) Tenon Slot size (H7)(mm) Diameter of through hole(mm) Table Centre height(mm) Speed reduction ratio Speed (Motor 3000 rpm) KX155 Ø155 Ø40 10H7 14 Ø30 105 1:90 33 Features: -Pneumatic / Hydraulic Clamping -Pre-Loaded Axial Radial Roller Bearing -Gear Mechanism -Motor to Worm Shaft -Dual Lead Worm Gear set -Higher clamping Torque -Vertical / Horizontal Mounting Horizontal position 100 Load capacity (kg) Vertical Position Vertical Position with 5 bar (pneumatic) 30 bar (Hydraulic) 60 100 Clamping Torque (Nm) 150 250 Driving Torque (Nm) Indexing accuracy Indexing repeatability Concentricity of center hole (mm) Table run out (mm) Net weight 150 ±20” ±4” 0.02 0.02 40kg KX155 LAYOUT 2800+ Product Installations 25 States 29.5 Cr Prevented Revenue Loss 850+ Clients 170+ Cities www.kuvamtechnologies.com www.kuvamtechnologies.com marketing@kuvamtechnologies.com 9560500384
CNC ROTARY TABLE LURICATION: The main bearing, worm gears and other bearing are immersed in an oil bath . Oil is to be maintain approximately midway of oil level indicator. OIL FILLING AND DRAINING For filling of oil, remove the plug from oil filling port. . Fill the oil to the level marked in oil sight glass now, fit the plug back. Oil is drained through, drain plug provided at the bottom. OIL CHANGE Change the oil of rotary table within 1 month from the date ofInstallation. Change the oil with fresh oil after intervals as per the guidelinesbelow: o If usage is 8 hours per day (1 shift), replace oil within every 6months o If usage is between 8 hours to 16 hours per day (2 shifts), replace oilwithin every 4 months. o If usage is more than 16 hours per day (3 shifts), replace oil withinevery 2 months. The quantity of oil required for replacement is 1 litre for 215mmmodel. Recommended lubricants: o ISO VG 460 o ISO VG 220 • • • • LUBRRICATION OIL: Servo way 220 or its equivalent .i.e., Lub. Oil with viscosity grade 220 @ 40º C (cst) and Flash Point 230º C CLAMP CONFIRMATION ADJUSTMENT: The Position of the reed switches on the cylinder can be adjust for proper sensing. The reed switch can be moved in the slot on the cylinder . To adjust the reed switch, loosen its lock screw and move it to or fro, after locating it in the right sensing position, lock it with its screw. The actuation of the reed switch is indicated by the glow of the LED provided for each switch. BACKLASH ADJUSTMENT: It is required to adjust backlash after prolonged use. The procedure to adjust backlash is given below. The allowable backlash of the table is 0.02mm on the peripheryoftherotary table. 2800+ Product Installations 25 States 29.5 Cr Prevented Revenue Loss 850+ Clients 170+ Cities www.kuvamtechnologies.com www.kuvamtechnologies.com marketing@kuvamtechnologies.com 9560500384
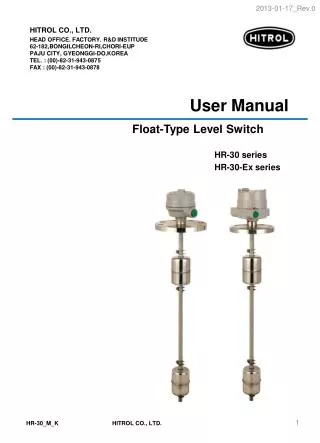
Installation Steps 1. 2. 3. 4. 5. 6. 7. Installation Method Erase rust-preventing grease, then put rotary table on the machinetable. Connect power, motor encoder signal lines, and airpipe. Adjust vertical and parallel accuracy by X, Y, and Z axes of themachine. Fasten rotary table on the machine table by pressureblocks Set parameters on thecontroller. Do Runningtest. Zero Return Adjustment and grid shift amount setting (1).When the machine receives Zero Reset Command from NC controller, the Rotary Table willstart to rotate in the specifiedforwarddirectiontozeroposition. (2).When the Zero Dog touches the Proximity Switch, Rotary Table starts to decelerate foran accurate andpromptstop.(see Fig 1.1) (3).When the Rotary Table reduces its rotation speed, it will stop at Zero when a referencesignalfromthe motor is received. (4).Perform turntable operation several times; measure errors between the actual stopping point and nominal stopping point of the Rotary Table. Enter the measurements into ZeroOffsetoftheNC System forcorrection. Zero Plate see Fig 1.1 2800+ Product Installations 25 States 29.5 Cr Prevented Revenue Loss 850+ Clients 170+ Cities www.kuvamtechnologies.com www.kuvamtechnologies.com marketing@kuvamtechnologies.com 9560500384
BACKLASH ADJUSTMENT Turn offpowerandcutof pneumaticsupply. The backlash can be measured with a deflection dial gauge by inserting a flat steel plate into a T-slot of the rotary table and shaking the periphery there of left and right through the plate with hand. Measure the backlash again and make sure that it is between 0.01mm~0.02mm, the adjustmentis requiredwhena backlash of above 0.05mmisobserved. The measurementistobedone on eight spots ofthe tableby rotating isevery45? ➢ ➢ ➢ ➢ Flat Steel Plate Dial Gauge Worm gear and worm wheel backlashadjustment Loosen the screws then take out thewormshaft topcover. Loosen those four screws evenly, adjust four fixed screws. Make worm shaft adjust seat lessens withtooth clearance. Worm gear and worm wheel backlash adjustment, if tooth in clearance 0.01mm~0.02mm. ➢ Distance Screw ➢ ➢ not Fix Screw 2800+ Product Installations 25 States 29.5 Cr Prevented Revenue Loss 850+ Clients 170+ Cities www.kuvamtechnologies.com www.kuvamtechnologies.com marketing@kuvamtechnologies.com 9560500384
PLC Flow Chart Of Control System Follow below PLC control circuit process for operation. Position Start SERVO “NO” Clamp Command Unclamp Command Clamp confirmation Switch “OFF” Clamp confirmation Switch “OFF” Clamp confirmation Switch “NO” Clamp confirmation Switch “NO” 0.5 Sec Longer Delay 0.5 Sec Delay Servo “OFF” ❖ Remark 1 Rotary Table move command Position End ❖ Remark 2 In Position check? Remark 1: Delay time our recommended time, but actual time may differ depending on different rotary conditions operation table 0.5 Sec Delay Remark 2: When the unbalanced load makes a large current (70% or more of the rate current) occur in operation, time the servo motor OFF. Turn the servo motor OFF as well when applying to full closed loopcontrol 2800+ Product Installations 25 States 29.5 Cr Prevented Revenue Loss 850+ Clients 170+ Cities www.kuvamtechnologies.com www.kuvamtechnologies.com marketing@kuvamtechnologies.com 9560500384
TROUBLE SHOOTING Phenomenon Possible reason ➢ Motor fail, coolantsoak cable electrical short Gear loosen Checking Solution Reference ➢ ➢ Motor norotation Motor rotate Cable connection Gearbox Reassembling 1. Electrical drawing 2.Gear backlash ➢ ➢ ➢ adjustment ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ Weight of fixture and workpiece Motorloading Motor lowspeed Gearassembling Gearbacklash Motorrotating conduction Lubricant level. Pipe and brakeswitch Reduceloading Remount fixture Reassembling Replace oil Replacegear Load capacity and torque data Gear backlash adjustment Gear backlash adjustment Control system manual Maintenance & Lubrication Rotation is not smooth or noise Overload Fixture position incorrect Gear fail Motor parameter set Lubrication Worm shaft or driving gear Incorrect parameter ➢ 1. ➢ ➢ ➢ ➢ ➢ ➢ 2. ➢ 3. ➢ 4. ➢ ➢ 5. ➢ ➢ Incorrect Index Position ➢➢Position inaccurate Min or damage of body Wore worm wheel Surface damaged by crash Worm gearbacklash Adjustbacklash Removeedge ➢ Worm gear Backlash adjustment ➢ Table Shake ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ When clampon cutting Whenhelix cutting Outside force Brake loosen Low pressure Loosen worm gear backlash Loosen backlash Loosen worm gear bearing Cutting condition Clamp device & clamp sensor Backlash of worm gear& motor gear Worm gear nut Correct cutting Reduce cutting load Adjust backlash Tight worm gear nut CNC Rotary table cutting speed chart Specificatio n Worm gear backlash adjustment Gear backlash adjustment Worm gear backlash adjustment ➢ ➢ ➢ ➢ ➢ ➢ gear ➢ ➢ ➢ ➢ ➢ ➢ 2800+ Product Installations 25 States 29.5 Cr Prevented Revenue Loss 850+ Clients 170+ Cities www.kuvamtechnologies.com www.kuvamtechnologies.com marketing@kuvamtechnologies.com 9560500384
TROUBLE SHOOTING Phenomenon Clamp Fail No Brake Signal Signal delay Possible reason Low pressure O-ring worn out Seal worn out Pressure jammed Brake cable Checking Solution ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ Air pressure regulator O-Ring Piston Seal Pressure function Pressure at 5Kg/ cm2 O-ring and seal Signal cable Pipe line Piston and cylinder Air filter and regulator Check pipe Replace O-ring Replace seal Replace pressure switch Adjust pressure Replace O-ring Re conne ction Reset parameter Clean piston and cylinder Refill oil Replace pipe or joint ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ➢ ZERO RETURN ➢ Table no rotation Signal fail Signal cable Re conne ction ➢ ➢ ➢ ➢ ➢Non-stop rotation ➢ ➢ Signal Limit Zero return dog cable switch Re conne ction Replace limit switch Adjustment zero return dog Re conne ction Adjusting zero return dog Signal fail Limit switch fail Dog fail ➢ ➢ ➢ ➢ ➢ ➢ ➢ Position error Signal Fail Signal cable ➢ ➢ Dog Fail Zero return dog ➢ There are some reasons that could hamper the machining. Please take percussion for following possible reasons to protect your machine and table. Wrong Method Rotary no firm fixed Cutting method Precaution Please, refer to installation chapter for fixing table on machine Check and sharp cutting tools before use. Avoid interference of tools and work piece. Firm fix the work piece on table. The tolerance between table and tailstock is less than 0.01 mm Avoid cutting force greater than suggested value. Return zero point before working. Backlash parameter should be set at proper value. Crashed machine may cause parts damage, inaccurate index or noise curing index. We recommend you send the table back to manufacturer for repairing if crashed Crashe d 2800+ Product Installations 25 States 29.5 Cr Prevented Revenue Loss 850+ Clients 170+ Cities www.kuvamtechnologies.com www.kuvamtechnologies.com marketing@kuvamtechnologies.com 9560500384
Kuvam’s CSR Initiative: Kuvam Technologies will donate some of its profits to poor farmers in the form of fruit bearing plants. This will be our small contribution to help the nation to fight global warming and to increase the formers income. KUVAM TECHNOLOGIES PVT LTD Plant: 293, G Block, Sector 63, Noida, Chotpur, Uttar Pradesh 201301, India Tel No: 9560500384 Email: marketing@kuvamtechnologies.com FOLLOW US