IPC Workmanship Classes: Solder Volume, Shape, Placement Control
100 % 75 % 50 % 25 % 0 %. 100 % 75 % 50 % 25 % 0 %. IPC Workmanship Classes: Solder Volume, Shape, Placement Control.

IPC Workmanship Classes: Solder Volume, Shape, Placement Control
E N D
Presentation Transcript
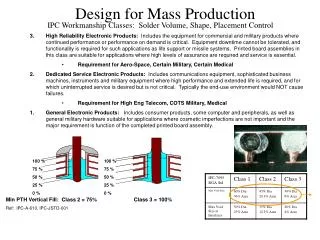
100 % 75 % 50 % 25 % 0 % 100 % 75 % 50 % 25 % 0 % IPC Workmanship Classes: Solder Volume, Shape, Placement Control • High Reliability Electronic Products: Includes the equipment for commercial and military products where continued performance or performance on demand is critical. Equipment downtime cannot be tolerated, and functionality is required for such applications as life support or missile systems. Printed board assemblies in this class are suitable for applications where high levels of assurance are required and service is essential. • Requirement for Aero-Space, Certain Military, Certain Medical • Dedicated Service Electronic Products: Includes communications equipment, sophisticated business machines, instruments and military equipment where high performance and extended life is required, and for which uninterrupted service is desired but is not critical. Typically the end-use environment would NOT cause failures. • Requirement for High Eng Telecom, COTS Military, Medical • General Electronic Products: Includes consumer products, some computer and peripherals, as well as general military hardware suitable for applications where cosmetic imperfections are not important and the major requirement is function of the completed printed board assembly. Min PTH Vertical Fill: Class 2 = 75% Class 3 = 100% Ref: IPC-A-610, IPC-JSTD-001
BGA Void Size and Locations,Uniform Void Position Distributions Sampling_Grid Position Model Solder_Joint_Radius Void_Distance Void_Radius S Void_Solder Interface Distance S = Shell Potential for Early Life Failure (ELFO) if S < D/10 = (solder_joint_radius)/10 S =Shell = solder_joint_radius – (void_distance + void_radius)
CLASS 1 Solder Joint_Radius: 0.225 mm Void_Radius: 0.135 mm Void_Area: 36% of Joint Area Failure criteria: D/10 P(D<10) = 81.11 % CLASS 2 Solder Joint_Radius: 0.225 mm Void_Radius: 0.1013 mm Void_Area: 20% of Joint Area Failure criteria: D/10 P(D<10) = 52.21 % CLASS 3 Solder Joint_Radius: 0.225 mm Void_Radius: 0.0675 mm Void_Area: 9% of Joint Area Failure criteria: D/10 P(D<10) = 27.00 %
Class vs Shell Size Relative Probabilities~ 2x more likely to exceed D/10 threshold with Class 2 vs Class 3 S = Shell Depth
Physics of Failure: Accumulated Fatigue Damage (AFD) is related to the number of stress cycles N, and mechanical stress, S, using Miner’s rule Exponent Bcomes from the S-N diagram. It is typically ~3 for 63/37 SnPb Solders Example: Solder Joint Shear Force voids Effective cross-sectional Area: D/2 Effective cross-sectional Area: D F Applied stress: Applied stress: Let = 10, then AFD with voids will “age” about 1000x faster than AFD with no voids Voids in solder joints
IPC-A-610 Conditions • IPC-A-610 Workmanship Conditions • Target Condition- This is the most desired condition and previously was referred to as preferred. It is not always essential to achieve this condition for reliability considerations. • Acceptable Condition- is a condition that, while not at a Target Condition, will result in a reliable product for the application. Corrective actions shall be directed to move toward the Target Condition. • Nonconforming Process Indicator- Is when a condition exists which does not affect the use of the product, but is not optimum. May result in repair, rework or scrap depending upon the customer’s requirements. Corrective action is necessary to bring the result back toward the Target. • Nonconforming Defect Condition- is when a condition exists that does not meet the reliability or performance in the application. Correction action is mandatory. All the IPC-A-610 Measurements utilize • Temp (Deg F/C) • Mass (Oz/Kg) • Distance (mils/mm) There are three key words used in the workmanship standards: Must, Shall and Should. Must means mandatory for Class 1, 2, & 3 Shall means mandatory for Class 3 only. Should means recommended only for Class 1,2 & 3. Quality!
Solder Joints • Solder Joints: A solder joint is formed when two metal surfaces are soldered together. The solder fills the void between the surfaces and is the area most important. It provides the majority of “strength of attachment.” A solder fillet is formed after the solder joint is filled, and, is the visible solder verifying the presence of the solder joint. • Blow Hole Defects: Blowholes are solder voids visible from the surface going into the solder joint alongside a through-hole lead. A blowhole is a nonconforming process indicator provided the solder connection meets the minimum circumference and depth requirements. • Dewetting Defects: Solder joints are visually inspected for wetting characteristics. Dewetting occurs because the flux has been burned off and moisture attacks the surfaces. A good indicator of dewetting is solder pooling and pulling back off leads or lands. • Oxidation Defects: When moisture in the air attacks a solder joint, it forms a protective rust-like layer. This is referred to as oxidation, which attacks metal surfaces. Oxidation dramatically reduces the transfer efficiency of thermal energy. • Dimensional Defects: For any of the above in addition to poor placement, screening, reflow and other processes, solder joint geometric defect limits are clearly specified in these Stds (see above)
Discrete Component Geometries NOTES1. The maximum fillet may overhang the land or extend onto the top of the chip cap metallization; however the solder shall not extend further onto the component body.2. Properly wetted fillet evident.
J-Lead Component Geometries NOTES1. The maximum solder fillet shall not touch package body. 2. Properly wetted fillet evident.
Gull Wing Component Geometries NOTES1. Solder fillet may extend through the top bend. Solder must not touch the package body or end seal, except for low profile SMD devices, e.g., SOICs, SOTs. Solder should not extend under the body of low profile surface mount components whose leads are made of Alloy 42 or similar metals.2. Must not violate minimum design conductor spacing.3. Properly wetted fillet evident.
Thru-Hole Component Geometries NOTES1. Wetted solder refers to solder applied by the solder process.2. The 25% unfilled volume includes both source and destination side depressions.