Step-by-Step Guide to Welding Weld Neck Flanges
0 likes | 4 Vues
ufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeffufeff

Step-by-Step Guide to Welding Weld Neck Flanges
E N D
Presentation Transcript
Step-by-Step Guide to Welding Weld Neck Flanges Welding weld neck flanges is a essential manner in piping systems, making sure sturdy, leak-proof connections for business packages. Whether in oil and fuel, chemical processing, or electricity plant, studying the weld neck flange welding procedure complements joint sturdiness and system performance. Below is a complete manual on a manner to weld neck flanges effectively and effectively.
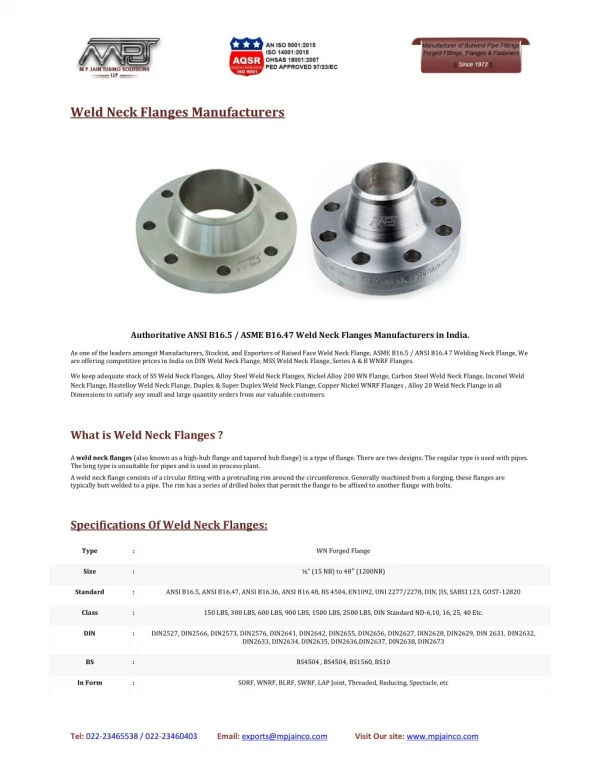
1. Understanding Weld Neck Flanges Weld neck flanges (WNFs) characteristic a long, tapered hub that gives incredible reinforcement for excessive-pressure applications. They are designed for butt welding to the pipe, ensuring a clean drift of fluid with minimal turbulence. The primary blessings consist of: High Strength and Durability: Capable of dealing with extreme pressures and temperatures. Leak-Proof Connections: Butt-welded joint reduces the threat of leaks. Superior Stress Distribution: The tapered hub reduces pressure consciousness, extending pipeline durability. 2. Preparing for Weld Neck Flange Welding Proper steerage is essential to achieving a robust, sickness-loose weld. Follow these steps: a. Gathering Tools and Equipment Before starting, ensure you have: Welding device (TIG, MIG, or Stick welding relying on software) Electrodes or filler metallic (well suited with pipe and flange material) Protective equipment (gloves, helmet, hearth-resistant garb) Grinding gadget (for surface education) Measuring gadgets (calipers, squares, welding gauges) b. Inspecting Materials Check the flange and pipe for defects like cracks, corrosion, or deformities.
Ensure cloth compatibility among the pipe and the flange. Verify dimensions, alignment, and bevel coaching. C. Cleaning and Beveling Remove any rust, dust, grease, or oxide layers from welding surfaces the use of a twine brush or grinder. Ensure the pipe and flange bevel angles in form for precise alignment. Dry-match the flange onto the pipe to test for gaps or misalignment. 3. Aligning the Weld Neck Flange Proper alignment ensures a uniform weld bead and most effective strain distribution. Steps consist of: ● Secure the pipe and flange in the area of the usage of clamps or tack welds. ● Use welding gauges to ensure concentricity and right match-up. ● Tack weld at three or four equidistant points to maintain alignment earlier than the very last welding. 4. Selecting the Welding Process ● The choice of welding procedure depends on pipe thickness, material, and application: ● TIG (GTAW) Welding: Provides excessive precision and clean welds with minimum spatter. ● MIG (GMAW) Welding: Faster method appropriate for medium to heavy programs.
● Stick (SMAW) Welding: Used for heavy-obligation welding and out of doors environments. 5. Executing the Weld Neck Flange Welding Process Follow these steps to ensure a sturdy and sturdy weld: a. Root Pass Welding Start with the primary root pass to fuse the flange and pipe nicely. Use a low warmth placing to save you burn-through and preserve proper penetration. Ensure the weld penetrates evenly into the groove. B. Hot Pass Welding After the root skip cools barely, continue with the new bypass. This layer reinforces the basis weld and removes any defects. C. Filling Passes Add multiple filler passes to accumulate the weld thickness. Maintain a consistent travel speed and avoid excessive heat input. Use weaving strategies for uniform distribution. D. Final Cap Pass The cap bypass presents the very last reinforcement. Use managed weaving or stringer beads to create a smooth end. Avoid undercuts or excessive reinforcement which could affect pipeline integrity. 6. Inspecting the Weld Post-welding inspection ensures great control and structural integrity:
Visual Inspection: Check for floor defects, cracks, or porosity. Non-Destructive Testing (NDT): Use radiographic (X-ray) or ultrasonic testing for deeper weld assessment. Dimensional Checks: Verify flange face flatness and alignment to avoid set up issues. 7. Post-Weld Heat Treatment (If Required) Some programs require strain-remedy heat treatment to improve weld properties: Gradually warm the welded joint to a selected temperature. Maintain the temperature for a predetermined period. Slowly cool the weld to reduce residual pressure and improve sturdiness. 8. Cleaning and Finishing Remove slag and spatter the usage of a cord brush or grinder. Smoothen any irregularities for an expert end. Apply corrosion-resistant coatings if required. 9. Installing the Welded Flange After welding, the flange is ready for set up: Align with the corresponding pipe or device. Tighten the bolts flippantly in a celebrity pattern to ensure uniform stress. Conduct a leak check (hydrostatic or pneumatic) before complete operation.
10. Safety Precautions During Weld Neck Flange Welding Welding may be dangerous if the right precautions aren’t followed. Safety measures include: ● Wear appropriate PPE (helmet, gloves, defensive apparel). ● Work in a well-ventilated location to save you fuel inhalation. ● Keep fire extinguishers and emergency exits handy. ● Follow right grounding strategies to keep away from electric risks. Conclusion Mastering the weld neck flange welding method ensures reliable, long lasting, and leak-evidence connections in excessive-strain pipelines. By following the step-by-step manual, welders can attain fantastic welds with minimal defects. Whether in business piping, petrochemicals, or shipbuilding, knowing how to weld neck flange enhances machine efficiency and sturdiness. For most efficient consequences, constantly use right welding strategies, alignment tools, and inspection methods to make sure a secure and powerful weld neck flange installation.