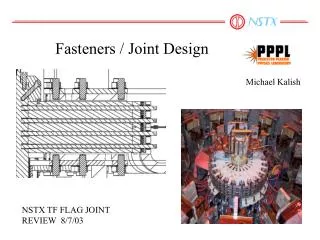
Fasteners / Joint Design
Fasteners / Joint Design. Michael Kalish. NSTX TF FLAG JOINT REVIEW 8/7/03. Outline. Assembly Overview Discussion of Preload Review of Design with respect to Cyclical and Static Loading for: Flag Bolts Flag Inserts Shear Key Bolts Shear Key Inserts Acceptance Criteria.

Fasteners / Joint Design
E N D
Presentation Transcript
Fasteners / Joint Design Michael Kalish NSTX TF FLAG JOINT REVIEW 8/7/03
Outline Assembly Overview Discussion of Preload Review of Design with respect to Cyclical and Static Loading for: Flag Bolts Flag Inserts Shear Key Bolts Shear Key Inserts Acceptance Criteria
Stud Preload • Maintaining the preload on the stud is critical for maintaining contact pressure and contact resistance • Using a long narrow bolt results in a much higher bolt elasticity than that of the Flag (10X). • Applied cyclical loading adds relatively small additional loading to the stud. • With higher elasticity, loss in preload due to deflection is minimized.
Preload Continued • Belleville washers are used to account for any unexpected yielding of bolt or copper • While the bolt length provides adequate elasticity to accommodate design load scenarios the addition of Belleville washers prevents relief of the preload in the event of unanticipated strain or creep • The washer has a stiffness equivalent to that of the bolt, for every .001 inch strain 220 lbf preload is lost (total washer deflection = .026”) • With a strain as high as .010” washers will prevent preload from dropping below 3,900 lbf. (The washer and the bolt each relax .005”) • Testing of prototype will verify that preload is maintained. • A washer plate is added to spread out the compressive forces under the nut and minimize local yielding of the copper. • Bolts to be pre-tensioned with a hydraulic puller to eliminate stored torque along the length of the bolt.
Flag Stud Characteristics • Fastener is a 3/8”-16 stud threaded at both ends • To increase elasticity the bolt shank diameter is just slightly larger than the root diameter of the threads (a creep of .001” results in a loss of 210 lbf of preload) • Loading: • A preload of 5,000 lbf is applied with an equivalent root diameter stress of 64,900 psi • Thermal loading after ratcheting applies an enforced deflection of .0043 inches corresponding to a stress adder of 6,300 psi with compression washers • As a result of stiffening the hub structure additional mechanical loading is minimal so that almost all fatigue loading is the result of thermal stress • With the 5,000 lbf preload and the thermal stresses applied the bolt sees a mean tensile stress of 69.4 ksi and a mean amplitude of 4.5 ksi • The ultimate tensile strength for the Inconel 718 bolt is 210 ksi and the yield is 185 ksi
TapLok Threaded Inserts • A “TapLok” 3/8-16 “Medium Length” insert is used (OD into copper is .50”) • Loading: • The bolt preload of 5,000 lbf results in 11,800 psi in shear at the outer threads of the insert into the copper. • Thermal + Mechanical loading (with washers) adds a cyclical load of 1,600 psi • Thermal loading is due to ratcheting which occurs at a much less frequent rate (once per day = 1,000 cycles total) than the mechanical loading. • Per the inspection certification the Cu Tensile strength = 38 kpsi and Yield strength = 36 kpsi. Values of 34 kpsi used for yield to account for the observation of slight degradation to hardness after thermal cycling • With the 5,000 lbf preload and the mechanical + thermal stresses applied the copper threads see a mean shear stress of 13.2 kpsi and a mean cyclical amplitude of 1.4 kpsi
Threaded Inserts (cont.) • Testing shows margins may be greater than the numbers indicate. The lowest pull out force measured = 11,500 lbf equivalent to 27 kpsi ultimate shear strength in the copper (as compared to 22 kpsi) • The insert was tested for both pull out strength and pull out strength after cycling • Cyclical testing did not result in any degradation to pull out strength for the test samples • Further testing is planned. A mechanical prototype will test for maintenance of preload after application of a cyclical load.
Shear Key, Bolts • Shear Key added as most effective way to react vertical load • Custom compression washers are used to maintain preload. (Provides .007” deflection) • Use of Inconel Bolts ensures large safety margins even with loss of preload and without friction
Shear Key, Threaded Copper • Unlike the Flag studs the Shear Key bolts have more depth of copper available (and less width) so no inserts are used • Testing indicated similar pullout strength for the deeper tapped holes without inserts • Analysis indicates adequate shear area for both cyclical and static loading • Analysis indicates strength is adequate to survive off normal conditions • Testing included monitoring of hardness and subsequent pull out testing of threads on soldered test samples
Modified Goodman Diagram for Shear Key Bolt in Copper Conductor
Summary, Acceptance Criteria • As plotted against the 20x life fatigue curve nominal design points fall within acceptable limits for inserts and copper threads. • Copper threads and Inserts were tested at 2x nominal design cyclical stress values at 50,000 cycles or greater with no failure • Static stress values fall within 2/3 yield for stress in the copper threads • Analysis and testing also predict that failure of preload and or friction will not lead to failure in the copper threads (albeit with smaller margins of safety) • Stress values for the Inconel Shear Key Bolts and Flag Studs have larger margins of safety for all of the above criteria