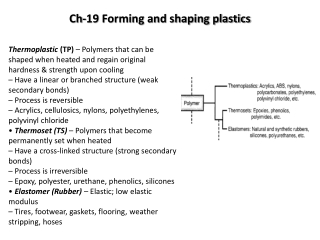
Forming and shaping plastics and composite materials
1.05k likes | 1.48k Vues
Bradley Wood Wayne Yevoli Andri Ulrich. Group 1 November 2, 2005. Forming and shaping plastics and composite materials. Plastic molding.

Forming and shaping plastics and composite materials
E N D
Presentation Transcript
Bradley Wood Wayne Yevoli Andri Ulrich Group 1 November 2, 2005 Forming and shaping plastics and composite materials
Plastic molding Truck delivers plastic resin pellets. This is then blown into the Storage silo. There may be as many as a dozen types of resin pellets all stored in separate silos.
Plastic molding Silo’s feed the resin pellets into individual machines located within the factory
Tube extrusion process The body of the tube is extruded. This involves feeding the resin pellets in an extruder which is heated to melt and plasticize the resin.
Tube extrusion process A rotating screw (auger) forces the plastic along to the end where the molten plastic passes through a die to produce a continuous tube of the desired size and shape. The extruder screw works in a continuous motion, turning faster to pump more plastic through as required, and meaning that the control of rotation speed control is critical.
Tube extrusion process Following extrusion, the molten tube is cooled with water then cut to the desired length, to form individual tubes.
Tube extrusion process This is then painted using a rotary dry offset printing process (up to 5 colors) A varnish or lacquer is then applied to the tube to provide a durable, smooth glossy high quality feel and appearance
Tube extrusion process The second stage involved injection molding the head of the tube, either separately or directly onto the tube. If made separately the head can be welded onto the tube in a separate operation.
Tube extrusion process Caps and closures are manufactured through an injection molding process, described below. The caps and closures are placed on the tubes, before they are boxed ready to shipping.
Tube extrusion process Production customers fill the tubes from the other end, then seal the base of the tube ready for use.
Tube extrusion process This is a Single Screw Extruder Line for making Pipe & Profile of PVC or PE or PP
Extrusion blow molding Resin pellets can be blended with colors and other additives and fed through a heated extruder to blend and plasticized.
Extrusion blow molding The hot molten plastic is extruded through a purpose shaped head into a short tube called a “parison”. A parison program controls the wall thickness of the parison when passing through the extruder head.
Extrusion blow molding • While the parison is still hot and molten, the mold which is in two halves closes around, trapping the parison inside the mold. The parison is cut off by a hot knife at the top and the closing mold also pinches and seals at the bottom.
Extrusion blow molding • The blow pin passes into the still open end of the parison, squeezing the plastic to the shape of the neck opening and then blows the parison with about 400 to 800 kPa of air. This air pressure blows the parison out to take shape of the bottle mold.
Extrusion blow molding After the completed cooling cycle the mould opens and releases the product. At the same time a small excess of now cool and hard plastic at the neck and bottom called “flashes” are removed. These small amounts of flashing can be recycled directly back into the process.
Extrusion blow molding Molded products are tested and inspected for defects
Injection molding • Blended Resin is then fed through a heated extruder to blend and plasticize. The injection molding machine is equipped with a reciprocating screw (usually driven by a hydraulic motor).
Injection molding This type of screw can rotate to pump plastic forward and also move forward and back. Moving forward forces the molten polymer into a temperature controlled split mold via a channel system of gates and runners.
Injection molding The pressure of injection is high, to force the molten polymer into every gap in the closed mould in less than a few seconds. Dependant on the material being processed; injection pressure can be up to one thousand atmospheres.
Injection molding Screw rotates back to recharge the barrel with another shot of plastic. Mold coolant cools and solidifies the plastic.
Injection molding As the Mold opens ready for ejection of component an ejector bar strikes a stop and activates a mechanism to push the now solid part from the mould.
Injection molding After the components drops out of mold, the mold closes and is ready to be refilled in another cycle. Depending on part size, complete cycle times can vary form just a few seconds to about 1 minute.
Injection molding Parts tested and inspected for defects.
Injection molding • Toshiba machine showing the injection molding process • Capable of 1450 tons to 3850 tons compression
References http://www.allproducts.com/manufacture98/lider/product2.html http://www.visy.com.au/uploaded/pdfs/VIPManufacturingProcesses.pdf http://www.toshiba-machine.com/ http://www.alplastics.com/three.html http://www.rocheleautool.com/pdf/RS25sellsht.pdf http://www.alladinplasticsline.com/products.php?catid=0 http://www.mastermolded.com/automotive.html
Forming/Shaping Plastics and Composites • Transfer Molding • Casting • Foam Molding • Cold Forming • Processing Polymer-Matrix Composites • Processing Metal-Matrix Composites • Design Considerations
Transfer Molding: • Similar to compression molding • Used for complex parts and parts having varying wall thicknesses • Uncured thermosetting resin is heated • Resin is injected into heated molds (closed) under high pressure • Resin cures by cross-linking
Transfer Molding: • Used to make: electrical connectors, electronic components, encapsulation of microelectronic devices
Casting: Open Mold and Centrifugal • Same process as casting metal • Can be used with thermosetting plastics, nylon and acrylics • In open molds, liquid plastic is poured into open molds • In centrifugal casting, the mold is spun to force the liquid plastic into mold
Casting: Potting and Encapsulation • Casting plastic around electrical components • Used to coat transformers, transistors, etc. • Plastic can serve as a non-conductor
Foam Molding • Polystyrene beads are placed in a mold and heated • Beads will expand up to 50 times their original size • Changing the bead size will determine the density of the finished foam part • Used to make styrofoam cups, insulating blocks and packaging materials
Cold Forming/Solid-Phase Forming • Similar forming process as with metals: rolling, closed-die forging, coining, deep drawing • Limited to polymers that are sufficiently ductile at room temperatures • Increases strength and toughness • Faster production
Processing Polymer-Matrix Composites • PMCs have high strength/stiffness to weight ratio and excellent creep resistance. • They consist of the polymer and reinforcing fibers, bonded together in various ways.
Polymer-Matrix Composites: Fiber Impregnation • Fibers can consist of fiberglass, graphite, boron, ceramic and kevlar. • Prepregs are made by dipping continuous fibers in resin.