Download
1 / 30
330 likes | 617 Vues
Understand the flow rate and pressure in extrusion shaping processes to optimize production. Learn to determine operating points and characteristics for efficient plastic extrusion. Explore variables, parameters, and system modeling in plastics manufacturing.

E N D
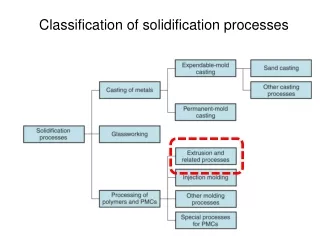
Principle of the process Structure/Configuration Process modeling Defects/quality control Design For Manufacturing (DFM) Process variation
Shaping Processes For Plastics - Extrusion 1. Introduction Screen pack
Shaping Processes For Plastics - Extrusion 1. Introduction Extrusion is a compression process in which the material is forced to flow through a die orifice to provide a long, continuous product whose cross-sectional shape is determined by the shape of the orifice
Shaping Processes For Plastics - Extrusion 2. Analysis of Flow Rate
Shaping Processes For Plastics - Extrusion Find the flow rate with respect to various parameters in the system. These parameters include: parameters of the screw, the clearance between the screw and the inner surface of the barrel, and rotational speed, and so on
The goal of the engineering analysis: • The flow rate or production rate • The pressure of the extrudate or product
die The general idea to meet the goal: • Flow rate along with Pressure (P) at the end of the extruder without the presence of the die. • Flow rate at the exit of the die, driven by P at the entrance of the die and through the die orifice. A Extruder
Flow rate of the extruder (not including the die) w Screw surface v d Drag flow Barrel
dc (1) A w v d
(2) Back pressure flow
Net forward flow Qx (3) • Linear relation between the net flow rate and head pressure. • Assumption: viscosity is constant. • The structure: extruder only (not including die).
Variable: characterize the production Shaping Processes For Plastics - Extrusion The system parameters: those that define the geometry of the screw and barrel. Independent operating parameter (input) The operating parameter: those that can be changed during the process to affect the output flow rate. Heating Dependent operation parameter (output)
0 Maximum head pressure to cause no flow Shaping Processes For Plastics - Extrusion Maximum pressure and maximum net flow rate
Shaping Processes For Plastics - Extrusion Extruder characteristic Q Qmax pmax p
die • Flow rate along with Pressure (P) at the end of the extruder without the presence of the die. • Flow rate at the exit of the die, driven by P at the entrance of the die and through the die orifice. A Extruder
die Die characteristic Shaping Processes For Plastics - Extrusion • Determination of the operating point Actual Pressure and Flow rate out of the die
Shaping Processes For Plastics - Extrusion • Determination of the operating point Qx Die characteristic Qmax Operating point Extruder characteristic pmax p
Example: Given: - diameter D=120 mm - length =3.0 m - channel depth =8.0 mm - pitch = 95 mm - viscosity = 75 pas - head pressure = 4.0 Mpa Find: the rotational speed of the screw required to achieve a volumetric flow rate of 90 cm3/s
Summary: • Process has input and output. • Input of the material: quantity and quality of the material. • Output of the material: quantity and quality the material. • Device or manufacturing machine operates on the material input and output relation of the material. • Input to the device: torque on the screw bar. • Output from the device: axial force on the screw bar. • Head pressure on the material (p). • Forward flow, back flow, net flow (Qx). • Operating point actual flow rate and actual (head) pressure. Extruder Extruder & Die
Shaping Processes For Plastics - Extrusion Discussion • A manufacturing process is to change the material to meet requirements on the material. • Requirements: quality, quantity, time, cost, and sustainability. • Quantity with respect to time is called production rate. • The whole manufacturing system at the equipment level can be viewed as consisting of devices and materials.
Shaping Processes For Plastics - Extrusion Discussion • Both the device and material are under the manipulation from the external system that supplies energy or power and material. • There are several types of parameters in the manufacturing system: device parameter, process parameter, product parameter.
Shaping Processes For Plastics - Extrusion Discussion • Device parameter or system parameter: a category of parameters that describe the device, e.g., diameter of the extruder, length of the extruder, etc. • Independent process parameter or independent operating parameter: a category of parameters that describe the action on the material, e.g., rotational speed of the screw bar, heat energy supply, etc. • Product parameter: a category of parameters that describe or characterize the product, which is the output of a manufacturing system, e.g., the thickness of a plate, etc. • Dependent process parameter or dependent operating parameter, e.g., flow rate, etc., which depends on both the device parameter, process parameter, and product parameter.
Shaping Processes For Plastics - Extrusion Discussion • Variables refer to the parameters that may change with respect to time, and / or event. • Variables: process or operating parameters. Dependent variable (process parameter) Independent variable (process parameter)
Shaping Processes For Plastics - Extrusion Discussion • Manufacturing system design and control: • Device design: to determine the device parameter. • Process design: to determine the process parameter. • Product modification: design for manufacturing. • Device control. • Process control. Product quality, quantity, cost, time, and sustainability
Integrated Manufacturing Technology • Design of products • Design of manufacturing processes • Design of manufacturing systems or devices They should be integrated to improve the manufacturing practice. Manufacturing practice is measured by Performance (quality, quantity, delivery time, cost), and sustainability (stability, green, resilience)