Dry pressing
Che5700 陶瓷粉末處理. Dry pressing. For industrial operations: powder feed has to be free-flowing. Die can be: rigid or flexible. Often fully automatic; used to produce parts with thickness over 0.5 mm. Stages include: Filling Compaction an shaping Ejection. Che5700 陶瓷粉末處理. Dry Press Mode.


Dry pressing
E N D
Presentation Transcript
Che5700 陶瓷粉末處理 Dry pressing • For industrial operations: powder feed has to be free-flowing • Die can be: rigid or flexible • Often fully automatic; used to produce parts with thickness over 0.5 mm • Stages include: • Filling • Compaction an shaping • Ejection
Che5700 陶瓷粉末處理 Dry Press Mode • Class of pressing difficulty: • I: one surface level, < 5mm, one direction pressing • II: one level, > 5 mm, two directions pressing • III: two level, any thickness, two directions pressing • IV: multilevel, any thickness, two directions pressing Movement synchronized
Please note the relative position of each component Lubricant helps to remove product from mold, also protection of equipment
In dry pressing, powder is often vibrated or tapped to produce uniform packing before compaction; • Ramming – another type of dry pressing, often used in making crucibles, pressure applied here is between dry pressing and isostatic pressing
Che5700 陶瓷粉末處理 Powder Flow and Die Filling • Good flow – essential for reproducible filling; uniform fill density; rapid pressing rate • Preferred state: dense, spherical, smooth, non-sticky surface, coarse than 20 m (after granulation) • The presence of more than 5% in fines (smaller than 20 m may impede (or even stop) the flow • Funnel flow rate faster for powders with small angle of repose
Che5700 陶瓷粉末處理 Flow rate affected by humidity • If binder is water soluble flow behavior may be sensitive to humidity (moisture) (surface becomes sticky) • (storage may be important)
Che5700 陶瓷粉末處理 Filling and Compaction • Fill density = bulk density in the mold; the higher the better • Good flow powder always get higher fill density • Fill density usually in the range of 25 – 35%; depending on granule density and packing behavior • Rate of compaction is high initially; decrease rapidly for pressure above 5 – 10 Mpa • Three stages for compaction: (a) granule flow and rearrangement; (b) granule deformation; (c) granule densification dominates • CR = compaction ratio = V fill/ V pressed = D pressed /D fill
Che5700 陶瓷粉末處理 Tapped Density • Tap density data provides information on particle packing • A general recommendation: frequency 1 Hz, amplitude 1 cm; ultimate tap density may be reached in 1000 – 2000 sec • Influenced by tap frequency and amplitude • V* = (Vo – V)/(Vo – V) = exp (-k N)…. N= number of taps • V* equivalent to density
Applied force greater than yield strength of agglo-merates, stage II, related to binder and plasticizer
Che5700 陶瓷粉末處理 More on Compaction • Usually little densification above 50 Mpa • CR < 2.0 desired high fill density produce low compaction ratio • For ductile particles (such as metal particles), compaction can go up to nearly 100% CR >> 2.0 • Pores : size reduced, then eliminated • Intergranular , intragranular; & persistent interface • PY apparent yield strength of granules – influenced by the environment (e.g. humidity) • In stage II: D compact = D fill + m log (Pa/PY) … m compaction constant or compactability of powder
Che5700 陶瓷粉末處理 Moisture as Plasticizer Hard granule difficult to change shape, causing residual pore, thus lowering product strength
Che5700 陶瓷粉末處理 Springback • Springback: due to elastic energy inside object; • Linear springback of 0.75% or less is desirable; • Organics below Tg, the more , springback more serious; improved by adding plasticizer, can reduce sprigback effect;
For elastic body, deformation almost full recovery; visco-elastic body only partial recovery • Pressing: punch speed is an important parameter air escape rate, binder deformation rate etc. • In addition to simple pressing - depressing, one can also use cyclic process
Che5700 陶瓷粉末處理 Ejection Pressure • Ejection pressure: depending on condition of die surface, taper of die; lubrication of die wall; ejection rate; elastic stress within the compact; • Small ejection pressure: beneficial to life of mold
To minimize defect formation, some pressure is kept during ejection process; • Particles with high aspect ratio or highly agglomerated tend to store a lot energy during pressing large springback effect • Air problem can be minimized by de-airing before compression
Che5700 陶瓷粉末處理 Tensile Strength of Dried Compact • High forming pressure, good green body strength; well plasticized powder develop good strength;
Che5700 陶瓷粉末處理 Die Wall Effects • Applied pressure, part of it transmitted to wall; • Mean shear stress at wall w related to Aw = adhesion at wall; f = friction coefficient at wall • Shear stress at wall will reduce pressure into object (depth)
Che5700 陶瓷粉末處理 Transmitted Pressure • Mean axial pressure transmitted at depth H: in equationA friction = area of friction; A pressing = area of pressing; for simple cylinder, A friction/A pressing = 4H/D • Lubricated system: pressure transmission ratio higher • attention: pressure also related to H depth & D diameter ratio, i.e. shape of object; problem for very thick sample
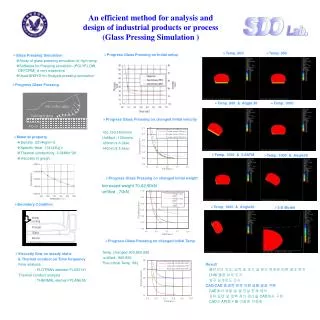
Che5700 陶瓷粉末處理 Pressure Profile • Pressure gradient • density gradient defects
From TA Ring, 1996; Real sample – 3D, not easy to show, numbers refer to packing density
Che5700 陶瓷粉末處理 Control of Defects * Some common defects:many caused by differential springback during ejection, origins: (a) pressure gradient; (b) non-uniformity during filling; (c) poor lubrication at wall, i.e. friction at wall; (d) differential springback between already ejected part and those still in mold
Che5700 陶瓷粉末處理 Types of defects and strategy • Laminations: often caused by wall friction; increase particle plasticity, lubricant to wall • End capping: for large springback, or low compact strength, or adhesion to punch surface increase particle plasticity • Ring capping: due to corner high differential springback; punch/die wall difference smaller than granule size • Vertical cracks in the exterior region: often caused by compressed air, often at compact center; too thick sample, gas permeability low; change powder preparation, high fill density, longer pressing cycle should be helpful
Che5700 陶瓷粉末處理 Defects and strategy (II) • Shape distortion on sintering: caused by non-uniform shrinkage; high compression rate may be helpful • Extreme large pore in compacts: may be caused by small number of large sized granules; granule with sufficient compressibility would be helpful; or try to remove these very large granule before forming
Che5700 陶瓷粉末處理 Isostatic Compaction • 等均壓成型: for elongated dimension, complex shape, large volume products; not easy to apply ordinary dry pressing • Wet bag (use liquid pressure chamber); dry bag techniques (pressure through liquid, not direct contact) for small and long objects; often axial direction: ordinary pressure, radial direction: liquid pressure • Flexible tooling for isostatic pressing: synthetic rubber, PU, silicone rubber, etc • Pressure can be up to 200 – 500 MPa; or higher (1400 MPa) • Pressure from everywhere, density gradient minimized • Springback of tooling should be considered; slow decompression (below 2 MPa) is important
involves: loading (vibration here can help packing), compaction, and ejection
Che5700 陶瓷粉末處理 Combination Pressing • Combination of dry pressing and dry bag isostatic pressing used for production of dinnerware type products, diameter / thickness ~ 50, thickness < 0.5 cm • Flat area by direct pressing; complex-shape area pressed via liquid • Greater dimension control; elimination of drying and drying shrinkage • Roll pressing: 滾壓成型, for production of thin plates • HIP : hot isostatic pressing (special equipment), for systems difficult to sinter