Download
1 / 60

E N D
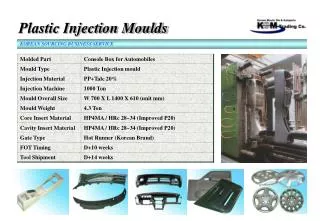
Injection Moulds The molds consist of two main parts: the cavity and core. The core forms the main internal surfaces of the part. The cavity forms the major external surfaces of the part. Typically, the core and cavity separate as the mold opens, so that the part can be removed. This mold separation occurs along the interface known as the parting line. An injection mold is usually made in two halves or sections and held together in the closed position by the molding press. The mold is generally made out of tool steel and is provided with channels for cooling, heating and venting, Ejector pins and other devices may be incorporated.
Types of Moulds 1.Two Plate Mould 2.Three Plate Mould 3.Multi-daylight mould 4.Stack Mould 5.Runnerless Mould 6.Insulated Hot Runner Mould 7.Split Mould
Two plate mould It is the simplest of all the mould design configurations,being constructed from two distinct half units, the core half and cavity half. The core half of the mould is usually attached to the moving platen of the molding machine since the mould ejection actuation system is commonly positioned behind the moving platen. The cavity half of the mould is therefore attached to the fixed platen of molding machine directly in front of the machine injector unit for material feeding of the mould. Cooling channels are positioned in both core and cavity components to control the mould temperature.
Advantage 1.Simplicity of design 2.Utilization of standard mould parts 3.The cheapest design Disadvantage 1.Limitations in component gate positioning when conventionally feeding 2.Lack of available space for balanced feeding of multiple cavities 3.High material waste level(Sprues and runners).
Three plate mould The three-plate mould differs from the more common two-plate design format in terms of utilizing more than one split or parting line. The tool construction is divided into three distinct plate build-ups which separate from each other on opening. One opening provides clearance for component ejection, while the other allows for sprue ejection and clearance.
Three plate mould • This type of mold is made up of three plates: • the stationary or runner plate is attached to the stationary platen, and usually contains the sprue and half of the runner, • the middle plate or cavity plate, which contains half of the runner and the gate, is allowed to float when the mold is open; and • the movable plate or force plate contains the molded part and ejector system for the removal of the molded part. • A linkage system between the three major mold plates controls the mold-opening sequence. The mold first opens at the primary parting line breaking the pinpoint gates and separating the parts from the cavity side of the mold. When the press starts to open, the middle plate and the movable plate move together, thus releasing the sprue and runner system and degating the molded part. This type of mold design makes it possible to segregate the runner system and the part when the mold opens. The die design makes it possible to use center-pin-point gating.
Second phase of opening Schematic of a two-cavity, three-plate mold with cutaway view -first stage of opening phase Final opening phase
Multi-daylight mould The basic mould consist of two half, when these two half's are opened the moldings can be extracted.The space between the mould plates is termed as Daylight. A mould in which more than one daylight occurs when it is opened.This term refers to underfeed mould. In stripper plate mould, it consists of three plates namely, fixed mould plate, a moving mould plate and a stripper plate.When the mould is fully opened there are two daylights.The molding and feed system are removed from the first daylight, that is from between the striper plate and the fixed mould plate.
Stack Mould A Multilevel injection mold in which two sets of cavities are filled simultaneously. The stack mold, reduces the clamp force required by multi-cavity molds. Typically, multiple cavities are oriented on a single parting line and the required clamp force is the sum of the clamp needed by each cavity plus the runner system. In stack molds, cavities lie on two or more stacked parting lines. The injection forces exerted on the plate separating parting lines cancel, so the resulting clamp force is the same as for just one parting line. Stack molds produce more parts per cycle than would otherwise be possible in a given size molding press. The stacked injection mold is just what the name implies. A multiple two-plate mold is placed one on top of the other. This construction can also be used with three-plate molds and hot-runner molds. A stacked two-mold construction doubles the output from a single press and reduces the clamping pressure required to one half, as compared to a mold of the same number of cavities in a two-plate mold. This method is sometimes called "two-level molding“.
Runnerless mould In this process of injection molding, the runners are kept hot in order to keep the molten plastic in a fluid state at all times. In effect this is a "runnerless" molding process and is sometimes called the same. In runnerless molds, the runner is contained in a plate of its own. Hot runner molds are similar to three-plate injection molds, except that the runner section of the mold is not opened during the molding cycle. The heated runner plate is insulated from the rest of the cooled mold. Other than the heated plate for the runner, the remainder of the mold is a standard two-plate die
Advantage 1.Reduced cycle time as a result of having a component cooling requirement only.The runner and feed system remain molten above the quickly frozen gate. 2.Material savings results from having no sprue or runner systems to granulate. 3.Labor and post molding finishing costs are significantly reduced without the need for degating of the moldings. 4.The ability to gain greater control over the mould filling and flow characteristics of the molten polymer during the filling phase of the molding cycle.
Insulated hot runner mould The insulated hot runner mould is the simplest of all the hot-runner designs. In this type of molding, the outer surface of the material in the runner acts like an insulator for the molten material to pass through. In the insulated mold, the molding material remains molten by retaining its own heat. Sometimes a torpedo and a hot probe are added for more flexibility. This type of mold is ideal for multicavity center-gated parts.
Advantages 1.The feed system can easily be stripped and cleaned,resulting in very little material or color contamination occurring. 2.Mould start-up times are faster when compared to other hot runner mould systems. 3.Moulds are very much cheaper to manufacture than the other hot runner mould designs 4.Thermally unstable polymers may be processed using such a system.
Split Moulds A mould in which the cavity is formed by two or more parts held together by a chase bolster during the injection phase. A two or more steel blocks containing the impression which can be opened, normally at right angles to the mould’s axis, to facilitate the molding of external undercut type comments. In Split mould, i )guiding the splits in the desired direction ii) Actuating the splits and iii ) securely locking the splits in position prior to the material being injected into the mold.
There are three main factors in the design of the guiding and retention systems for a sliding splits type mould. 1.Side movement must be prevented to ensure that the split halves always come together in the same place. 2.All parts of the guiding system must be of adequate strength to support the weight of the splits and to withstand the force applied to the splits by the operating mechanism. 3.Two split halves must have a smooth, unimpeded movement.
Undercut Moulds A molding which has a recess or projection is termed an Undercut molding. External Undercut Any recess or projection on the outside surface of the component which prevents its removal from the cavity is termed an external undercut.
There are two forms of undercut to be considered: • The undercut may be local, in that the recess or projection occurs in one position only.For example-clip on a pen cap. • The undercut may be continuous recess or a projection on the periphery of the components.For example-water connector has a number of undercuts. • In the above case, it is necessary to split the cavity insert into parts and open these, generally at right angles to the line of draw, to relieve the undercut before the moulding is removed. • Since the cavity is in two pieces, a joint line will be visible on the finished product.The joint line, on an undercut component, is comparable to the parting line on an in line of draw component and the same careful consideration must be exercised in deciding its position before attempting to design the mould.
Internal undercut An internal undercut is any restriction which prevents molding from being extracted from the core in line of draw. The specific design adopted depends upon the shape and position of the restriction. A component which has a local undercut portion can be successfully molded in the conventional mould by incorporating the undercut form on a form pin. A circular hardened steel pin which incorporates molding form and is used for the molding of internal undercuts.It may have either a straight or an angled action is termed as form pin.
Finger Cam A hardened steel rod, fitted at an angle to the mold plate for the purpose of operating splits and side cores. The splits mounted in guides on the moving mould plate, have corresponding angled circular holes to accommodate these finger cams.
The distance traversed by each split across the face of the mould plate is determined by the length and angle of the finger cam.The movement can be computer by the formula M=(L sinø) – (c/cosø) As the required movement is known from the amount of component undercut, the following rearranged formula to determine the finger cam length is of greater use, apart from checking purposes L=(M/sinø) + (2c/sin2ø) Where, M= splits movement Ø = angle of finger cam L=working length of finger cam c =clearance
Dog-leg cam actuation Here, method of actuation is used where a greater splits delay is required than can be achieved by the finger cam method. The dog-leg cam which is of a general rectangular section, is mounted in the fixed mould plate.Each split incorporates a rectangular hole, the operating face of which has a corresponding angle to that of the cam.
Cam track actuation A hardened steel member fitted to one mould plate for the purpose of operating splits and side cores. This method of actuation utilizes a cam track machined into a steel plate attached to the fixed mould half.A boss fitted to both sides of the split, runs in this track.The movement of the splits can thus be accurately controlled by specific cam track design. To ensure smooth operation a generous radius should be incorporated at each point where the cam track form changes.A radius or taper should also be included at the entrance to form a lead-in for the boss as it re-enters the track.
Spring actuation In this design, which obviates the use of cams altogether, incorporates compression springs to force the splits apart and utilizes the angled faces of the chase bolster to close them.The outward splits movement must therefore be limited so that they will re-enter the chase bolster as the mould is closed. The splits are mounted on the mold plate and retained by guide strips. Studs project from the base of the splits into a slot machined in the mould plate. A compression spring is fitted between the studs in a link-shaped pocket situated in the lower mould plate.
Hydraulic actuation In this design the splits are actuated hydraulically and it is not dependent on the opening movement of the mould. The splits can be operated automatically at any specific time by including this function in the operating programme of the machine. On machines which do not programme for auxiliary cylinder control it is necessary to add a separate hydraulic operating circuit to the existing system.
Split core A steel core manufactured in two or more parts to facilitate the molding of internal undercut components. The split core design is used for components which have extensive internal undercuts that cannot be incorporated on a form pin. The split core may be moved forward either in a straight plane or an angled plane.
Mould for Internally Threaded components • The internal thread comes within the broad definition of an internal undercut in that the thread forms a restriction which prevents the straight draw removal of the molding from the core. • Split core design • Collapsible core design • Unscrewing mold design
Moulds for Externally threaded components An external thread comes within the broad definition of an external undercut, namely a restriction situated in the outside form of a molding which prevents straight draw removal of the molding from the cavity. In undercut component, the threaded type of molding can be unscrewed from the cavity and in certain cases this allows a simplified design. But in automatic operation is required some form of rotary motion within the mold is necessary to perform the unscrewing operation automatically. Another method often used is stripping design, allowing for fast production cycles, is limited to those components which incorporate roll threads.
Standard Mold bases The importance of standardizing a mould base is to manufacture on a rigidly controlled basis,all possible parts of the mould which permits considerable pre-fabrication and eliminating a lot of work done by highly skilled man power in the mould and die making shop. It takes many hours to produce mould components by tool room methods for which some times large and most expensive machines are required. When components are standardized and put in the market in a ready to assemble condition, the only major work on any mould to be done will be core and cavity for which more skilled man hours would be made available.This in turn will increase the rate of production, faster delivering of the moulds thereby increasing the profitability of the mould and die making industry.
Advantage • The advantage of standard mould base can be broadly grouped into three areas, for designers, manufacturers and customers. • Designers • Risk due to drawing errors are minimized • By adopting standardization, the draughtsman does only the essential portion of the job i.e core and cavity profiles, ejection location, gate & cooling details only. • A wide variety of mould drawings could be drawn in minimum time without fatigue or repetitive drafting. • Mould parts could be easily numbered so that the batch production in manufacturing will be easy.
Manufacturer • *The time spent on the manufacturing mould base can be utilized for manufacturing core and cavity details so that the efficiency of the output can be easily increased with the availability of manpower. • Machinist replace highly skilled mould makers • Duplication will be easy if required and consumes less time. • Better control on cost can be achieved on batch production techniques. • Interchangeability of parts will be easy. • Tool maintenance is reduced. • Customers • The delivery time can be easily reduced • The quality of the product can be assured • Total cost of the tool will be reduced.
Calculation of strength of cavities a)Rectangular cavity The maximum deflection commonly allowed is 0.13-0.25mm depending upon the size of the tool.Of this 0.1-0.2mm may be due to clearances between the blocks of the built-up mould and elongation of the bolster or register faces.For stress design purposes, therefore, a maximum deflection of 0.025-0.05mm is usually take.The approximate thickness of the side wall required may be calculated from the following formula: t = 3( c.p.d4 / E.γ ) γ - Maximum deflection of side walls(cm) c- Constant , t – thickness of cavity wall (cm) p- Maximum cavity pressure(say 630 Kg/cm2) d- Total depth of cavity wall(cm) E- Modulus of elasticity for steel(0.1 x106 kgf/cm2)
b) Cylindrical cavities: Increase in radius due to the internal pressure of injected material can be determined from γ = (rp / E) [{r2+R2)/(R2-r2) +m)] γ – Increase of inside radius(cm) r- Original inside radius(cm) R- Original outside radius(cm) m- Poisson’s ratio(0.25 for steel) p- Cavity pressure, say630kg/cm2
Calculation of Strength of Guide pillar The size of the working diameter of guide pillar to use depends on the size of the mould and whether or not a size force is likely to be exerted on it. The moulds with deep and heavy cross-sectional cores exert side thrusts, and the guide pillars should be strong enough to absorb them without any damages. Side thrust(Q) can be calculated from the equation, Q = 2/3d.h.pf(K.g) for circular cores d= Maximum diameter of core(cm) h= Height of core(cm) pf= Cavity pressure causing side thrust taking into consideration the effect of clamping force(kg/cm2) say 300kg/cm2