A machining center is a computer-controlled machine tool with automatic tool changing capability.
Each machine tool, regardless of how well it is automated, is designed to perform basically one type of operation. But in manufacturing operations most parts require a number of different cutting operations on their various surfaces. For example a diesel engine block.

A machining center is a computer-controlled machine tool with automatic tool changing capability.
E N D
Presentation Transcript
Each machine tool, regardless of how well it is automated, is designed to perform basically one type of operation. • But in manufacturing operations most parts require a number of different cutting operations on their various surfaces. • For example a diesel engine block. By: Prashant Ambadekar
A machining center is a computer-controlled machine tool with automatic tool changing capability. • The machining center is designed to perform a variety of cutting operations on different surfaces of the work piece. • Any machining center is capable of carrying out milling, drilling, reaming, tapping, boring, facing, turning and other operations without operator intervention for change of tools. By: Prashant Ambadekar
In a machining center, after a particular operation, say turning has been completed, the work piece does not have to be moved to another machine for additional operations, say drilling, boring etc. • In other words, the tool and the machine are brought to the work piece. By: Prashant Ambadekar
Machining centres are provided with 2 work tables called pallets. • While work on one pallet is being machined, the operator set-up the next work piece on the free pallet. • When work is machined, the automatic pallet changer (APC) moves the pallet with the finished work piece away from the working area and moves the other pallet with the new work piece to the working area. • Operator then unload finished work piece from first pallet and set-up a new work piece on it while the operation on second pallet is being carried out.
Versatile machines capable of changeover from one type of product to another. • Time required for loading and unloading the work piece, changing tools is reduced which minimizes the machining cost. • Capable of handling efficiently, parts of various shapes and sizes. • They can repetitively produce a high dimensional accuracy. • Operator can handle two or more machines at the same time. • Faster cutting speeds and heavier cutting depths and feeds By: Prashant Ambadekar
To reduce the non-productive time and thereby reduce lead time. • To increase the productivity. • To reduce the work in process. • To obtain a versatile machine capable of performing different operations and thereby finish need of variety of machine tool. • To reduce the floor space area significantly. • To reduce the number of skilled operators and the problems associated with them. By: Prashant Ambadekar
Horizontal Machining Center : • These machines have a horizontal machining axis. • This is the redesign of CNC milling machine with ability to perform variety of operations. • They are suitable for large and tall work piece requiring machining on all the surfaces. By: Prashant Ambadekar
Vertical Machining Center : • As the name suggests these machines have a vertical spindle mounted in the vertical machining head. • The vertical head can also be swiveled in either direction. • They are suitable for machining flat surfaces with deep cavities such as in mould and die making. By: Prashant Ambadekar
Bed :Heavy CI structure which supports the complete machine. Saddle :The saddle generally provides the X-axis movement in the machining center. Special linear recirculating bearings are provided for the movement of saddle. Column :Provides a Y-axis linear movement to the spindle. The modern machines are provided with a travelling column. Table :It has T-shaped slot milled on it for mounting the work holding devices. The table provides Z-axis movement on the machining center. Tool changer : It is an automatic device used to change the tool from the machine spindle. It is placed closed to the spindle to enable tool change rapidly. Spindle :Mounted on headstock and it also provides Z-axis movement. By: Prashant Ambadekar
Bed :Heavy CI structure which supports the complete machine. Saddle :The saddle generally provides the Y-axis movement in the machining center. Special linear recirculating bearings are provided for the movement of saddle. Column :Provides a Z-axis linear movement to the spindle. The modern machines are provided with a travelling column. Table :It has T-shaped slot milled on it for mounting the work holding devices. The table provides X-axis movement on the machining center. Tool changer : It is an automatic device used to change the tool from the machine spindle. It is placed closed to the spindle to enable tool change rapidly. Spindle :Mounted on headstock and it also provides Z-axis movement. By: Prashant Ambadekar
Why CNC • Principal reason for using CNC is because it reduces nonproductive time in machining operation. • This can be achieved by reducing the tool set up time, tool change time, work piece handling time and other delays. • Although CNC are capable to reduce this non-productive time but it can do little to reduce actual machining time, because it cannot control the process.
Problems • Common drawback of CNCs is their machining control variables, such as speeds or feed rates, are prescribed by a part programmer. • The determination of these operating parameters depends on the knowledge and experience regarding the work piece, tool materials, coolant conditions and other factors. • To reduce chance of tool failure part programmer must consider most adverse conditions to select values for machining variables. • This practice consequently slows down the system’s production.
What AC does • In AC machining, there is improvement in the production rate and reduction in the machining cost as a result of calculating and setting of optimal parameters during machining. • AC determines the correct feed and speed and it is not necessary to spend efforts on calculations of optimum feeds and speeds. • It takes into account the variations in work-material hardness, width or depth of cut, air gaps in part geometry and so on. • By doing this the in-process time is reduced by using optimum speeds and/or feeds.
What AC does • AC has the capability to compensate for variations during process. • AC are based on real-time control of the cutting variables with reference to measurements of machining process state-variables. • By increasing tool life simultaneously with time saving, the adaptive control system contribute to lower operating costs, which justifies the extra price of adding AC to a conventional NC machine.
What is AC • AC is basically a feedback system wherein machining variables automatically adapt themselves to actual conditions of machining process. • AC marked as the last achievement in the NC machines is a system which is able to measure one or more process variables. • Process variables used in adaptive control systems include spindle deflection or force, torque, cutting temp., vibration, amplitude, HP • Knowledge of these process variables able the system to regulate feed and/or speed in order to compensate for undesirable changes in the process variables. • Final scope of AC is to optimize the machining process.
Defination • Adaptive control can be defined as a set of techniques for automatic adjustment of the controllers in real time, in order to achieve or to maintain a desired level of performance of the control system when the parameters of the machine tool are unknown and/or change with time. • or • AC denotes a control system that measures certain output process variables and uses these to control speed/feed.
Where AC can be used • AC should be utilized in applications where following conditions are met: • In-process time consumes a significant portion of total production time • There are significant sources of variability in the process • The operating cost of the machine tool is high • Material like steel, titanium and high strength alloys are to be machined
SOURCES OF VARIABILITY IN MACHINING • Variable geometry of cut: • Variety like changing depth or width of cut. Contour opern • Variable work piece hardness: • Variable work piece rigidity: • Tool wear: • Dull tool increases cutting force • Air gaps during cutting:
In practice the AC system of machine tools can be classified into two types: • Adaptive control optimization (ACO) • Adaptive control constraint (ACC)
ADAPTIVE CONTROL OPTIMIZATION (ACO) • It is based on a performance index specified for the system. • Performance index is usually an economic function such as maximum production rate or minimum machining cost. • Objective is to optimize the index of performance by controlling speeds and/or feeds. • It tries to maximize the ratio of material removal rate to tool wear rate. • μ is metal removal rate • τ is tool wear rate • TWR cannot be readily measured online
ADAPTIVE CONTROL CONSTRAINT (ACC) • In this system machining conditions such as spindle speed or feed rate are maximized within the prescribed limits of machines and tool constrains such as maximum torque, force or horse power. • Constraint limits are imposed on measured process variables. • Objective is to manipulate the speed/feed to maintain the measured variable at or below their constraint limit values.
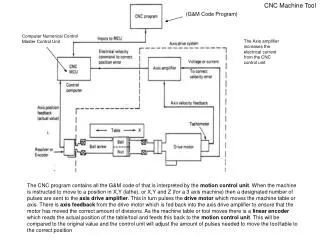
The typical hardware components are: • Sensors mounted on the spindle to measure cutter deflection (force). • Sensors to measure spindle motor current. This is used to provide an indication of power consumption. • Control unit and display panel to operate the system. • Interface hardware to connect the AC system to the existing NC or CNC control unit.
Airgap is sensed by means of low threshold value of cutter force.
Benefits of adaptive control machining • Increased production rates. • Increased tool life. • Greater part protection. • Less operator intervention. • Easier part programming.
Benefits of adaptive control machining • Increased production rates: • Productivity improvement was the motivating force behind the development of adpative control machining. • The on-line adjustments that allow for variations provide the capability to achieve the highest MRR.
Comparison of Machining Times—NC versus Adaptive Control • Savings in cycle time reported in this table range from 20% up to nearly 60% for milling and 33 to 38% for drilling. • Operation Work material NC time AC time % saving • Profile milling Aluminum 152 min 81 min 46 • Profile milling Aluminum 641 min 319 min 50 • Profile milling Stainless steel 9.6 h 7.5 h 22 • Profile milling Stainless steel 11.8h 9.4 h 20 • Profile milling Titanium 64 min 35 min 48 • End milling 4330 Steel 61 min 25 min 59 • Drilling 1019 Steel 8 s 5 s 38 • Drilling Cast iron 10.5 s 7 s 33
Benefits of adaptive control machining • Increased tool life: • Provide a more efficient and uniform use of the cutter throughout its tool life. • Adjustments made in the feed rate to prevent severe loading of the tool, fewer cutters will be broken.
Benefits of adaptive control machining • Greater part protection: • The maximum allowable force is set for the cutter and spindle. • It is set for the part in order to protect it from any undesirable out-of-tolerance condition or damage.
Benefits of adaptive control machining • Less operator intervention: • The advent of adaptive control machining has transferred control over the process even further out of the hands of the machine operator and into the hands of management via the part programmer.
Benefits of adaptive control machining • Easier part programming: • Correct speeds and feeds is almost done automatically and the limits that have to be set to it, can be easily determined by the system software.
The three functions of adaptive control are: • IDENTIFICATION FUNCTIONS • This involves determining the current performance of the process or system. • Normally, the performance quality of the system is defined by some relevant index of performance. • The identification function is concerned with determining the current value of this performance measure by making use of the feedback data from the process. • Since the environment will change overtime, the performance of the system will also change. Accordingly the identification is one that must proceed over time or less continuously. • Identification of the system may involve a number of possible measurements activities.
DECISION FUNCTION • Once the system performance is determined, the next function is to decide how the control mechanism should be adjusted to improve process performance. • The decision procedure is carried out by means of a pre-programmed logic provided by the designer. Depending upon the logic the decision may be to change one or more of the controllable process.
MODIFICATION FUNCTION • The third AC function is to implement the decision. While the decision function is a logic function, modification is concerned with a physical or mechanical change in the system. • It is a hardware function rather than a software function. The modification involves changing the system parameters or variables so as to drive the process towards a more optimal state. • The process is assumed to be influenced by some time varying environment. The adaptive system first identifies the current performance by taking measurements of inputs and outputs. • Depending on current performance, a decision procedure is carried out to determine what changes are needed to improve system performance. • Actual changes to the system are made in the modification function.
Automated Material Handling Wooden pallet Pallet box Tote box
Automated Material Handling and Storage Systems • MHS can be defined as an integrated system involving such activities as handling, storing and controlling of materials. • The word material has very broad meaning, covering all kinds of raw materials, work in process, subassemblies, and finished assemblies. • The primary objective of MHS is to ensure that the material in the right amount is safely delivered to the desired destination at the right time and at minimum cost. • The MHS is properly designed not only to ensure the minimum cost and compatibility with other manufacturing equipment but also to meet safety concerns.
Work principle: • Material handling should be minimized as far as possible. • Eliminate unnecessary movement of material. • Wherever possible use gravity to move the material. • Planning principle: • All material movements should be properly planned. • Unit load principle: • A unit load is one that can be stored or moved as a single entity at one time regardless of the number of individual items that make up the load.
Ergonomics principle: • Human capabilities must be recognized and respected in the design of material handling equipment. • This ensures safe and effective operations. • Automation principle: • Material handling operations should be mechanized and/or automated where feasible to improve operational efficiency. • Standardization principle: • MH methods, equipment and controls should be standardized. • Standardization means less variety and specific sizes of containers and pallets.
Space utilization principle : • All available spaces must be effectively and efficiently used. • Space in material handling is three dimensional and therefore is counted as cubic space. • System principle: • There should be proper co-ordination between material movement and storage activity. • Methods should be provided for easy identification of material and products for determining their location.