Download
1 / 9
150 likes | 558 Vues
Surface hardening is a critical process that alters the chemical composition of a material's surface to improve properties like hardness, wear resistance, and corrosion resistance. Techniques such as carburizing, carbonitriding, nitriding, and nitrocarburizing involve saturating the surface with specific elements under controlled diffusion, temperature, and time. Each method has distinct parameters and outcomes regarding the material's structure and mechanical properties, leading to enhancements like increased hardness and fatigue resistance. This overview highlights the key processes and their applications in metallurgy.

E N D
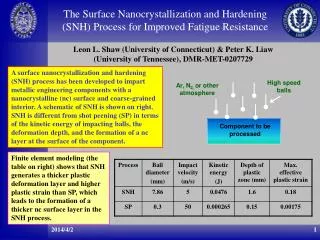
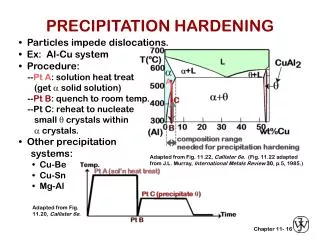
Chemical heat treatment • changes of the chemical composition to get different properties of surface layer as in core of the piece • – higher hardness, better wear or corrosion resistance, … • Saturation of surface with one or more elements • controlled by diffusion processes environment piece • time and temperature dependence
Case-hardening Carburizing (saturation and diffusion period), quenching and low temperature tempering. Carburizing is proceed in case of 99 % in atmosphere using temperature between 900 °C and 950 °C Main process parameters: temperature, time and saturation potential of atmosphere. 2CO CO2 + C Subsequent quenching to achieve martensitic structure in carburized layer Standard tempering parameters (150 ÷ 200) °C / 2 h / air.
Carbonitriding (cyaniding) • carburizing process in atmosphere containing minor addition of nitrogen (e.g. 5 % NH3). Common parameters are: • temperature of process: 860 – 870°C • - optimal thickness 0,25 - 0,5 mm, • - time for carbonitriding: 2 - 5 hours, • subsequential quenching in oil or warm bath (160°C) • tempering at a low temperature.
Nitriding • saturation with nitrogen 2NH3 2N + 3H2 • nitriding temperature: 500 – 600°C • typical nitriding case depth 0,5 mm. • time of process: 0,3mm - 20 hours, 0,5 mm – 60 hours • hardness of the layer may exceed 1000 HV. • steel must contain chemical element creating nitrides • (Al, Cr, Mo, V).
Nitrocarburizing Nitriding process in an atmosphere containing minor addition of carbon (≈ 10 % some hydrocarbon gas like propane). Temperature of process: 570 – 620°C, growing rate of nitrocarburized layer: 4 hours 0,05 mm. Hardness of the layer is close to 1000 HV. The diffusion layer with hardness of 300 – 400 HV is developed under the surface in depth of 0,3 – 0,5mm. This layer improves ultimate load of surface and fatigue resistance of the piece.
nitrocarburizing • nitriding • carbonitriding • case hardening (carburizing) • face hardening
Thermomechanical treatment (effect of temperature and deformation) control of final structure and mechanical properties High temperature mechanical treatment deformation in region of stable austenite followed by quenching and low tempering Low temperature mechanical treatment deformation in region of metastable austenite followed by quenching and low tempering Isoforming deformation during isothermal pearlite transformation
ausforming-low temperature • mechanical treatment; • high temperature mechanical treatment; • isoforming transformation Result: fine martensite with strength 1000 – 2000 MPa Isoforming - very fine ferrite subgrains (after recovery)