Kanban
Kanban. 5 Elements of Lean Transformation. U-shaped assembly cells. Standard Work. Point of Use Inventory. Kanban. Score Card. Training Agenda. Why are we doing this? What is Kanban? When to use Kanban? Kanban information ABC Analysis Set up and Maintenance of Kanban Storage Areas

Kanban
E N D
Presentation Transcript
5 Elements of Lean Transformation • U-shaped assembly cells • Standard Work • Point of Use Inventory • Kanban • Score Card
Training Agenda • Why are we doing this? • What is Kanban? • When to use Kanban? • Kanban information • ABC Analysis • Set up and Maintenance of Kanban • Storage Areas • Replenishment Methods • Calculating Kanban Signals and Kanban Size • When to Recalculate Kanban • Purchasing Strategy • Measuring Progress • Kanban Audit Tool
Why are we doing this? • Current process is not working • Nonnegotiable • Accountability
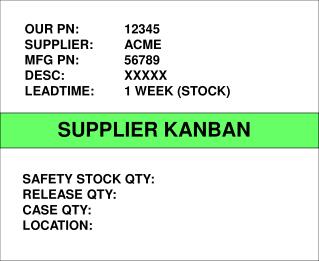
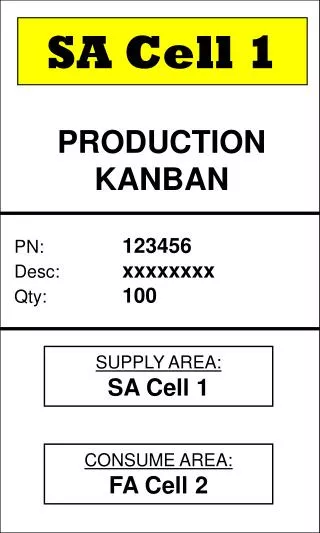
What is Kanban? Defined: Kanban is a pull system. The Japanese word Kanban, loosely translated, means card, billboard, or signboard. Kanban is used to control overproduction, for visual control, and as a way to link processes together.
When to Use Kanban? • When processes cannot physically be linked together in a cell. • With low dollar items that the business does not want to spend a lot of resources managing. • To help control inventory of high dollar items • To facilitate lead time performance
Ballast Sup Fab Area Steel Sup Kanban is Information Information Flow Gotham Cell Manage inventory at the lowest level of the bill of material (raw material or purchased component) DCs Customer Material Pulled By Customers
Manufactured Storage Rack • 2 Cards placed in pocket • Material identification on card and in box match material identification on rack • Parts stored back to back NOT side to side • Quantity in unused box matches quantity on card • Correct number of cards in loop
Purchased Storage Racks • 2 Cards placed in pocket • Material identification on card and in box match material identification on rack • Parts stored back to back NOT side to side • Quantity in unused box matches quantity on card • Correct number of cards in loop
Overflow Process • Overflow ticket directs employee to use parts in Overflow area first
Kanban Schedule Board • Traditionally found near/adjacent to cell • Used for both Purchased and Manufactured Parts • Visually shows expected arrival date for parts and late parts
Kanban Drop Box • Place where Kanban Cards are left for Buyer/Planner • This indicates to Buyer/Planner that the parts need to be ordered
Kanban Card Key Dates • Turn In Date • Date the card was placed in Kanban Drop Box • Due Date • Date the part is expected to arrive • Receive (Receipt) Date • Date the part was received
Kanban is Information Functions and Rules for the Use of Kanban • Provides withdrawal or transportation information. • The subsequent process goes to the preceding process and withdraws only the amount of goods indicated by the kanban • Provides production information. • The preceding process produces goods in the exact number and order withdrawn as indicated by the kanban • Prevents overproduction, over ordering or excess transport. • Do not produce or transport goods without a kanban • Prevents ordering extra inventory • When you empty a bin, turn in Kanban card • Acts as a work order. • Always affix a kanban to goods
Kanban is Information Functions and Rules for the Use of Kanban • Identifies process where defects are produced • Do not allow defective goods to proceed down the line. This demands 100% perfection at every process. • Acts as a tool for inventory control and revealing problems • Strive to reduce the number of Kanban • Never destroy or lose a Kanban card • Do not print on both sides of KB card • Do not change KB card quantity • Do not use parts from multiple KB bins
A B C ABC Analysis • Purpose of the ABC Analysis: • The business goal is to have on time delivery while minimizing inventory expense. We want to manage the most inventory dollars with our limited resources. • By closely managing A and B items (50% of the stock keeping units), we can control 95% of the inventory cost.
100 90 80 A 70 Percent of Annual Dollars 60 50 40 30 C 20 B 10 0 10 20 30 40 50 60 70 80 90 100 ABC Analysis Percent of Inventory Items
A = top 80% of dollars B = next 15% of dollars C = bottom 5% of dollars ABC Analysis Steps 1. Multiply annual volume by unit cost to obtain annual dollar volume for each stock keeping unit (SKU). 2. Rank SKUs in descending extended dollar amount. 3. Assign A, B, or C ranking to each SKU:
Kanban A B C Non Standard A B C ABC Analysis Criteria for Moving to Kanban • Value – be mindful of expensive parts • Physical Size – large parts may not be candidates • >4 Hits – repetitive usage On Hand Balance MOVE
Set up and Maintenance for Kanban SET UP • Calculate Kanban quantity based on ABC Analysis • Produce Kanban cards (Utilize Bartender or other software tools) • Set up excess storage area and process for Kanban items. • Move excess out of Point of Use (POU) unless item can fit in 2 bin system • Put KB cards on containers • Move all current KB materials to POU by cell and issue KB cards and Spike cards as needed to support production • Re-label racks with part #
Set up and Maintenance for Kanban SET UP • Set up Kanban board in each cell and populated as relocation continues • Move cardboard items out of area to alternate storage location • Train cell personnel on Kanban and the functions of buyer/planner, water spider and cell leader MAINTENANCE • Review shared component usages with other Focused Factories within physical building. Biggest user should support all other focused factories. • Only one cell making releases on Kanban card to Sourcing or Supplier • Conduct audits
Types of Storage Areas • Receiving drop zone • Organize by cell • First area where parts are delivered to facility • Point of Use • Located at cell • Used for standard parts • Replenished by POU storage racks • Discrete (DSY/Non Standard) • Organized by cell • Parts are ordered based on schedule cards • Waterspider will kit parts before storing in area • Always look for on hand inventory first • Physically go to storage racks to verify • Do not rely solely on information in Oracle • Physically move discrete parts to cell and identify as discrete parts only • Excess Storage (Overflow) • Organized by cell • Not intended to be a long term storage area • Used for Standard and Non Standard parts • Supermarket • Area with dedicated locations • Used to locate parts that are used by many cells
Replenishment Methods • Kanban • 2 card • Multiple card (greater than 2) • Discrete (DSY) from schedule cards
Kanban Calculations 2 Bin/Card Capacity – The amount you should put in each bin (Daily Usage x Lead Time) + Safety Stock* • Safety Stock = (Daily Usage x Lead Time) x Facility determined percent • Facility determined percent may differ for A, B, and C items or it may be the same • If daily usage is 100 units, lead time is 5 days, and facility determined percent is 10%, then safety stock is (100 x 5) x .1 = 50 units • 2 Bin Capacity = (100 x 5) + (100 x 5) x .1 = 500 + 50 = 550 units per container Number of Multi KB bin/card (Daily Usage x Lead Time) + Safety Stock Container Capacity + 1 • Daily usage is 100 units, lead time is 5 days, facility determined percent is 10%, safety stock is 50 units, and Container Capacity = 100 • # of Multi KB bin/card = {[(100 x 5) + ((100 x 5) x .1)]/ 100} + 1 = (550/100) + 1 = 6.5 bins/cards --- round up to 7 bins/cards
When should you recalculate your Kanban? • Leadtime Changes (Increases or Decreases) • Supplier Performance (Improves or Declines) • Quantity per container Changes • Standard Work Changes • Customer Demand (Part Usage) Changes • Audit Reveals Problems
Measuring Progress Utilize existing +QDIP Measures • Delivery – Past Due Dollars or Target Compliance • Inventory – Inventory Dollars
Kanban Audit Dimensions Audit should be based on the 5 parameters listed below: • No Card - Material is there • No Material - Card is there • No Material - No Card on a KB item • Material being pulled from multiple bins • Material is not in designated location Kanban Daily Audit
Purchasing Strategy Going forward the ABL Blanket Purchase Order Strategy will be as follows: • Suppliers must deliver A and B type KB items within 1-5 days including transit time (a list of your A and B items will be provided to you) • Suppliers must hold inventory if mfg lead time is greater than 5 days • Supplier who has delivery performance that is less than acceptable, will be required to carry additional inventory to meet an acceptable delivery performance • Each part number on A and B type items will have their own specific PO number to streamline receiving and invoicing transactions • ABL Supplier Development Group is available as a resource • SLC- If transit time > 4 days, it is supplier’s responsibility to engage a 3rd party warehouse or service to locate inventory closer to our facility.
Maintaining Kanban Key to success: Manage the Kanban System
Will a Forecast be provided? Except for new components, forecast usage will not be provided. Upon exiting our current agreement, both a current-state and post-exit Kanban snapshot (including container quantity, number of containers, and lead time) will be provided for each component. Going forward, it will be the supplier’s responsibility to monitor their sales history to generate usage information, and it will be up to each Focus Factory to communicate any Kanban set-ups changes to the supplier.
How will you communicate spike orders or demand surges related to sales promotions? When new orders reach our Assembly Cells, they are reviewed for extraordinary material requirements (“spike orders”). Any demand surges related to spike orders or sales promotion activities will be relayed to suppliers by the Focus Factory Buyer.
Who are our Focus Factory buyer contacts? A list of Focus Factories and the Buyer(s) associated with each Focus Factory has been posted at the following link, along with other supplier-related instructional and informational documents: http://www.acuitybrandslighting.com/ABL_PartnerLinks.aspx
How can I provide materials within 1 - 5 days if my transit time exceeds 3 days? Suppliers facing this challenge should make arrangements to maintain inventory within 3 days transit of the Acuity destination facility. Suppliers can either utilize a 3PL warehouse provider, or make arrangements with another Acuity supplier within the target distance who may be willing to manage your inventory locally.