Download
1 / 9
90 likes | 113 Vues
This article discusses the causes and prevention of thermal fatigue failure in steel, focusing on the role of material properties such as thermal conductivity, yield strength, and thermal expansion. It also explores the impact of factors like surface stress, lubrication, and EDM on cracking. Insights from Professor Wallace's "K" Factor Formula are included.

E N D
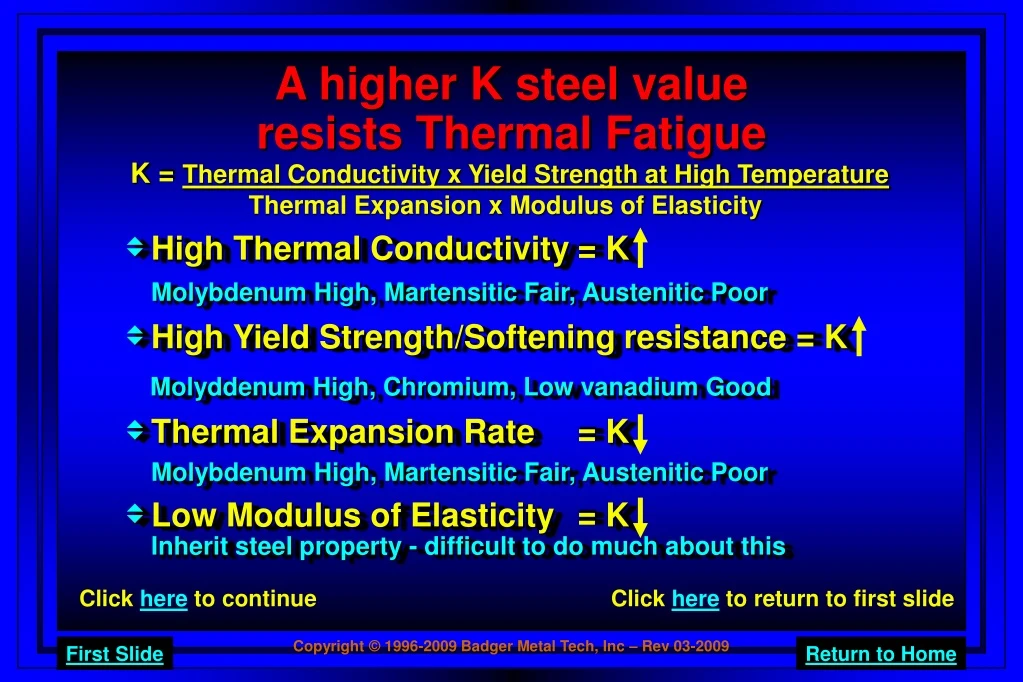
A higher K steel valueresists Thermal Fatigue K = Thermal Conductivity x Yield Strength at High Temperature Thermal Expansion x Modulus of Elasticity • High Thermal Conductivity = K Molybdenum High, Martensitic Fair, Austenitic Poor • High Yield Strength/Softening resistance = K Molyddenum High, Chromium, Low vanadium Good • Thermal Expansion Rate = K Molybdenum High, Martensitic Fair, Austenitic Poor • Low Modulus of Elasticity = K Inherit steel property - difficult to do much about this Click here to continue Click here to return to first slide
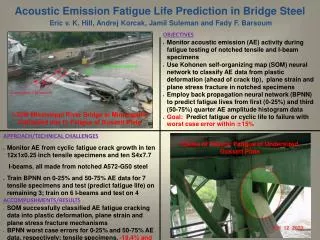
Thermal Fatigue Failure(die temperature lowers yield strength) • The strength of untreated H13 at 1200F is half of the yield strength at room temperature • Thermal cracking and breakout are the MOST COMMON modes of failure. • Localized softening at elevated temperature, surface strain, and deformation result in fatigue cracking. • High repetitive collapsing of trapped void bubbles contributes to lowering yield strength and subsequent cracking.
Thermal Fatigue Failure(a frequent cause of die degradation) • Continuous heating and cooling of the die causes the thin surface where the die contacts molten metal to expand at a faster rate than internally. • This rapid and constant heating/cooling with die lubricants creates increasing surface tensile stresses that eventually exceed the inherent fatigue strength of the material leading to cracks. • Cracks are prone to develop first in high stress areas such as sharp corners, or sharp edges and then eventually spread over the entire surface or start at inside waterlines.
Die surface face Resultingsub-surfaceCompression Resulting tension SurfaceTemperature Increases Die Casting Water Cooling Line Water Cooling Line Water Cooling Line Die Die Die Mechanism of Die Heat Checking • Molten metal contacts die surface where temperature increases more than the core. • Die face expands, however cooler underlying core resists. Die sub-surface in compression. • Die surface reverts to tensile when die cools. Lubricant cools die even faster. • Die surface in cycled tension yields and crack. Data supports this phenomena. Spraying Cools Die Surface CoreStabile Core resiststemp changes
Water Cooling Line Water Cooling Line Water Cooling Line Die Die Die Die Surface Die Cycling Surface Effects Continued high stress lowers strength and thin surface cracking results Thermal Cycling places die surface inresidual tension This reduces the yield strength of the steel making the die easier to upset.
Radiiarepreferred Sharp Edges and CornersHigh Stress Locations Sharp Edges Sharp Corners
Die at normal temperature H-13 - Side View Heated surface expands more rapidly than the interior creating surface tensile stress Surface Tensile Stresses Surface Compression Stresses Over time this cycling causes surface micro stress cracks to develop H-13 Cycle effect of rapid heating and cooling of the die surface(emphasized surface deformation for demonstration) As die cools, opposite occurs
Ideal Steel Attributes • Resistance to thermal fatigue cracking – low coefficient of thermal expansion, high thermal conductivity, high hot yield strength, temper softening resistance, high creep strength, and adequate ductility Professor Wallace’s “K” Factor Formula Breakout and pitting are influenced by improvements in die filling conditions. Lubrication and intrinsic barriers are necessary to prevent soldering due to aluminum and iron interaction.
a world apartReducing Thermal Fatigue Cracking • Remove Residual TensileStress Buildup to prevent heat checking • Minimize Softening Effectto the Surface to prevent heat checking • Reduce Negative EDM Effectto prevent premature surface cracking Jump to section