Download
1 / 36
360 likes | 387 Vues
Explore production planning and inventory control in systems with multiple echelons, addressing deterministic and stochastic demands, time-varying demands, managing manufacturing operations, demand forecasting, and more. Learn about lot sizing, item-task networks, problem formulations, and capacity constraints with multiple machines.

E N D
Lecture Topics • Week 1 Introduction to Production Planning and Inventory Control • Week 2 Inventory Control – Deterministic Demand • Week 3 Inventory Control – Stochastic Demand • Week 4 Inventory Control – Stochastic Demand • Week 5 Inventory Control – Stochastic Demand • Week 6 Inventory Control – Time Varying Demand • Week 7 Inventory Control – Multiple Echelons
Lecture Topics (Continued…) • Week 8 Production Planning and Scheduling • Week 9 Production Planning and Scheduling • Week 10 Managing Manufacturing Operations • Week 11 Managing Manufacturing Operations • Week 12 Managing Manufacturing Operations • Week 13 Demand Forecasting • Week 14 Demand Forecasting • Week 15 Project Presentations
Characteristics • Items with Independent demand • Items with dependent demand
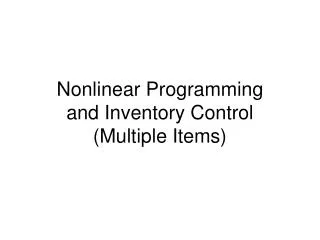
Example 1: A Series System Customer demand External supply Item1 Item2 Item N
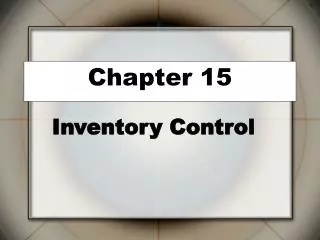
Example 2: An Assembly System 1 Customer demand 4 External supply 2 6 7 3 5
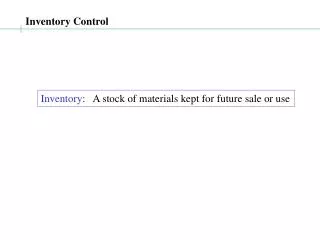
Example 3: A Disassembly System 3 5 1 2 Customer demand 6 External supply 4 7
Example 4: A Distribution System 2 3 1 Customer demand External supply 4 5
Other Examples • Disassembly/assembly systems • Assembly/distribution systems • Distribution systems with transshipments • Distribution systems with multiple supply sources
Example Product 1 Product 2 Intermediate G Feed A Reactor Reactor Reactor Intermediate E Feed B Intermediate F Intermediate H Reactor Reactor Feed C Feed D
The Item-Task Network Representation End Product 1 End Product 2 Intermediate G Task 1 Task 2 Task 5 Feed A Task 2 Task 5 Intermediate E Feed B Intermediate F Intermediate H Task 4 Task 3 Feed C Feed D
Items & Tasks • An item can be a component purchased from an outside supplier or produced internally. • An item can be a raw material (e.g., a component), a semi-finished (e.g., sub-assembly) or a finished product. • A task can consume and produce multiple items (components/intermediates/products).
Items & Tasks (Continued…) • An item can be consumed by more than one task; similarly, an item can be produced by more than one task. • A finished product can be the result of several tasks done in series or in parallel.
Example 7 5 Task 3 6 4 1 4 5 2 8 3 Task 1 1 7 8 5 2 1 5 Task 4 Task 2 9 6 1 5 3
System Description • t: a period (e.g., day, week, month); t = 1, … ,T, where T represents the planning horizon • Drt: demand for item r in period t (number of units), r=1,…, R where R is the number of items • rir: number of units of item r needed to carry out task i, i=1,…, N where N is the number of tasks • sir: number of units of item r produced by task i
Problem Statement • Given a demand profile over a set of T periods for each item (demand can be for either finished or semi-finished products), determine the quantity of each item to produce in each period in order to minimize the production, inventory and setup costs, while meeting demand and without exceeding production capacity.
Formulations • Big bucket formulation (the production planning problem) • Small bucket formulation (the production scheduling problem)
A Big-Bucket Formulation • Tasks initiated in a period are completed during the same period • The same task can be carried out multiple times during a period • Items produced in a period can be used to satisfy demand during that period • Demand in each period must be satisfied in that period; no backorders allowed • There are no capacity limits (no limits on the number of times a task can be carried out in a given period)
Notation Parameters • cit: variable cost of carrying out task i in period t, i=1,…, N where N is the number of tasks • Ait: fixed cost of carrying out task i in period t (incurred at most once during each period) • hrt: cost of holding one unit of item r in inventory from period t to period t+1
Notation (Continued…) Decision variables • Irt: inventory level of item r at the end of period t • Qit: the number of times task i is carried out in period t • Yit = 1 if task i is initiated one or more times during period i and Yit = 0 otherwise
Notation (Continued…) • Amount of item r produced in period t = • Amount of item r consumed in period t =
Formulation M is a large number
A Formulation with Capacity Constraints and Multiple Machines • A machine may correspond to a single processor, an assembly workstation, or a production line, among others • It is possible for a task to be carried out on one or more machines • A machine could possibly carry out more than one task • A machine has a finite capacity and carrying out any task consumes some of this capacity
Notation • Utm: capacity of machine m in period t; m = 1, … , M, where M is the number of machines • aim: units of capacity of machine m needed to carry out task i • ci,t,m: variable cost of carrying out task i on machine m in period t • Ai,t,m: fixed cost of carrying out task i on machine m in period t
Note: A task that cannot be carried out on a machine is assigned a very large production cost.
Notation (Continued…) • Qi,t,m: the number of times task i is carried out in period t on machine m • Yi,t,m = 1 if task i is initiated one or more times during period i on machine m and Yi,t,m = 0 otherwise
A Formulation with Setup Times • A setup time si,m is incurred if task i is carried out on machine m, one or more times in any given period. • The capacity constraint is modified as follows
A Small-Bucket Formulation • Time periods are chosen to be small enough so that only one task on a particular machine can be either initiated or completed • The processing time of each task consists of one or more periods • A setup cost is incurred when the task initiated on a machine is different from the task that was just completed on that machine.
Notation • ai,m: processing time (in number of time periods) of task i on machine m • Qi,t,m = 1 if task i is initiated on machine m at time t, and Qi,t.m = 0 otherwise • Zi,t,m = 1 if machine m at time t is set up for task i
Solution Methods • Small to medium problems can be solved exactly (to optimality) • Large problems may not solve within a reasonable amount of time (the problem belongs to a class of combinatorial optimization problems called NP-hard) • Large problems can be solved approximately using a heuristic approach
Heuristics • A small to medium problems can be solved exactly (to optimality) • Large problems may not solve within a reasonable amount of time (the problem belongs to a class of combinatorial optimization problems called NP-hard) • Large problems can be solved approximately using a heuristic approach
Example Heuristics • Decompose the problem into a series of sub-problems with smaller planning horizons • Decompose the problem into a series of subproblems, each pertaining to a single item • Decompose the problem into one big bucket problem (the production planning problem) • Solve the problem by relaxing one or more sets of constraints • Solve the problem on a rolling horizon basis