Download
1 / 28
340 likes | 454 Vues
Discover insights into the ageing behavior of Non-Evaporable Getter (NEG) thin film coatings through extensive experimental testing. Explore how different variables such as film thickness and activation parameters impact the coating's performance over multiple cycling stages.

E N D
Ageing of Non-Evaporable Getter (NEG) thin film coatings R. Kersevan BPPC Meeting, 23 May 2013 - Based on a presentation made by P.Chiggiato, IVC Venice 2004 with contributions from G. Bregliozzi for LHC, and M. Hahn for ESRF - ICV 16 – June 28, 2004
Introduction • Non-Evaporable Getter thin film coatings, produced by sputtering, are the most effective solution to the problem of pumping vacuum chambers of limited conductance; after in-situ activation they provide: • Large and uniformly distributed pumping speed for most of the residual gases: ≈0.5 l s-1cm-2 for H2 and ≈5 l s-1cm-2 for CO (CH4 and rare gases are not pumped by NEGs). • Monolayer surface capacity for saturating gases. • Photon and electron desorption yields lower than those for standard vacuum materials. • Very low SEY (≈1.1 peak value) • Extremely low CH4 outgassing rate: ≤10-17 Torr l s-1cm-2 .
100°C 300°C Nanocrystalline (3÷5 nm grain size) structure as shown by TEM analysis Well crystallised structure (grain size ≥ 100 nm) 100°C Ti-Zr-V • The coating with the lowest activation temperature (180°C for 24 h heating) is a mixture of Ti, Zr, and V. • This material has very peculiar characteristics: • The low activation temperature is obtained in a broad range of compositions: those defining a nanometric grain size. • The specific surface area is increased by a factor of 10 when a substrate temperature higher than 200°Cis applied during coating.
Ti-Zr-V applications At present, Ti-Zr-V coatings are already in use to: • Reduce bremsstrahlung radiation produced in undulators for synchrotron radiation facilities. • Eradicate the problem of electron cloud instability in high energy proton accelerators In the near future the largest bench-mark will be the LHC, where about 6 Km of beam pipe are being coated. The industrial-scale production of about 1000 chambers is taking place at CERN.
About 900 m of “standard” NEG-coated Cu vacuum chambers for the warm sections of the LHC… Ti-Zr-V applications
The problem of ageing • In many applications, vacuum chambers are exposed to air frequently and, as a consequence, NEG coatings undergo several venting-activation cycles. • Because NEG thicknesses are typically around 1 mm and the maximum quantity of oxygen that can be dissolved in the film is limited; deterioration of the film performance is expected. • This presentation elucidates this potentially unfavorable aspect of NEG films and explores in this respect the role of the film thickness and of the activation parameters.
Experimental preliminary CF Ø=34 mm • Samples: • made of 316LN or Al-6060. • cleaned following the CERN standard procedure. L=2 m • Coating process: • the samples and the rest of the system are baked at 200°C overnight; the sample is held at 100°C during coating. • the cathode (target) is made of three elemental wires intertwisted. • the discharge gas is Kr and it is injected at a pressure of about 5x10-2 Torr. • The discharge current is 145 mA and the applied voltage is 500 V. • The magnetron effect is obtained by applying a magnetic field of 130 G.
Lay-out of the measuring system B-A gauges P2 RGA B-A gauge main chamber P1 The pressure ratio: is measured to LN2 trap and gas bottles TMP The probing gas is H2 because it is the most sensitive to coating deterioration
Evaluation of the sticking probability • The pressure ratio P1/P2 is a function of the: • geometry of the system • sticking probability on the coated walls • For the given geometry and measured pressure ratio, the sticking probability is obtained by Monte Carlo simulation. For H2, the upper limit of the pressure ratio (≈1000) is defined by the rate of CH4 production by the B-A gauge in the main chamber. CH4 limitation
Note: The quoted pumping speeds are calculated for a 80 mm chamber diameter Experimental results: TiZrV on 316LN and Al-6060 AGEING RECOVERY
Experimental results: role of the coating thickness Performance recovery after 20 cycles
Summary of the experimental results • The tested performance shows a gradual decrease after each venting-activation cycle. • The decrease of performance depends on the heating temperature; the higher the temperature, the lower the loss. • When the activation cycle is carried out at temperatures lower than 250°C, pumping speed can be partially recovered by increasing the heating temperature. • The loss of performance recorded along the first 10 cycles does not depend on the thickness of the film in the range 0.25÷5 mm. • An abrupt reduction of the pumping speed is observed for the thinnest (0.25 mm) coating after about 12 cycles. For this sample, the thermal recovery after 20 cycles is less pronounced than for the others.
The fact that thin NEG films can endure so many heating/venting cycles could astonish. • However, the experimental results are easily interpreted when they are considered in the correct thermodynamic frame: • Each cycle dissolves into the film an identical quantity of oxygen. • The maximum possible number of cycles is reached when the oxygen solubility limit is attained. The maximum number of cycles is easily evaluated when solubility limit and oxygen content in the oxide layer are known.
Why so many cycles are possible? • These plots are calculated by assuming heuristic values: • 20% for the oxygen solubility limit in TiZrV: 1022 atoms cm-3 • 1016 oxygen atoms cm-2in the oxide layer: 10 monolayers
C(x)/Cs 0.03 0.02 0.01 X [cm] Heating at 200 °C does not allow equilibrium to be reached and, as a consequence, oxygen atoms are settled in the film to form a concentration profile with maximum close to the surface. Calculated for: Nox=1016 O atoms/cm2 Cs=1022 O atoms/cm3 D=1.8x10-16 cm2/s Time of activation = 24 h Equilibrium values for a thickness of 1 mm
Final remarks • When the activation cycles are carried out at temperatures lower than 250°C,the NEG film performance deterioration is caused by the oxygen concentration gradient in the film. • When the heating temperature is high enough (300-350°C) the oxygen concentration tends to become uniform and only the oxygen solubility limit dictates the pumping speed evolution consequent to heating/venting cycling. These conclusions are not peculiar to NEG films but rather they apply to getters of any nature.
Modeling of NEG ageing: thermodynamic ageing • In the equilibrium limit, the concentration is uniform all over the film. • Assuming that the oxygen concentration on the surface is proportional to that in the film, the fraction of surface sites occupied by oxygen “q“ is: • The sticking probability of hydrogen is obtained assuming that only the surface sites not occupied by oxygen are able to chemisorb hydrogen and, finally, taking into account that H2 adsorption is dissociative:
Modeling of NEG ageing: thermodynamic ageing Sticking coefficient
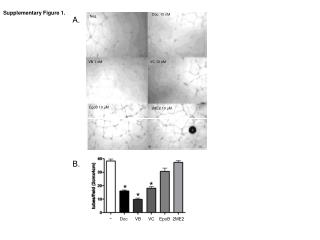
Ageing effects on CO saturation coverage Coverage measurements after heating at 325˚C x 2h CO coverage [mol./cm2] at σ= 0.01: I: 1.08.10+15 II: 9.75.10+14 (90%- I) III: 8.15.10+14 (75%- I)
Experience at other machines: • The ESRF is the first and oldest accelerator having installed NEG-coated chambers (1999) • R&D started in 1998, in collaboration with CERN. Licenceagrement for NEG-coating patent signed in 2000 at CERN • Most of the chambers have 1 mm-thin walls of Al6060 alloy. For this reason, their activation temperature is limited to 180 C, during ~4 hours (preceded by long bake-out during weekend, on scheduled machine stops) • Some of the chambers have been vented and re-activated 6 times, with no noticeable degradation in the vacuum performance of the machine, or increased bremsstrahlung losses • One chamber is installed since Aug 2004, with no loss of performance • Occasionally, as a consequence of accidents, some chambers had to be vented and reactivated during a 24 hour Machine Dedicated Time, with prompt recovery of the vacuum performance within few hours
Experience at other machines (cont’d): • No adverse effect on the resistive-wall impedance, in spite of some authors claiming the opposite (PRST-AB, Karantzoulis et al.). Modulation of NEG film thickness is possible • First demonstration of dramatic reduction of photodesorption yield (~200x less) after activation, 1998 (P. Chiggiato, R. Kersevan, Vacuum 60, 2000) • First low-gap ID chambers with no distributed pumping, with reduced bremsstrahlung effects (1999) • Since then most, if not all, synchrotron radiation light sources employ this technology for narrow gap chambers • SOLEIL light source has employed it on all chambers but the dipoles (~200 out of 250 m circumference) • MAX-IV and SIRIUS 3 GeV light sources will be first machines to be 100% NEG coated (~540 m circumf.) • Used also to counteract electron cloud formation, as an alternative to TiN (only if bakeout/activation is possible)
Experience at other machines (cont’d): • First demonstration of dramatic reduction of photodesorption yield (~200x less) after activation, 1998 (P. Chiggiato, R. Kersevan, Vacuum 60, 2000) • First low-gap ID chambers with no distributed pumping, with reduced bremsstrahlung effects (1999) • Since then most, if not all, synchrotron radiation light sources employ this technology for narrow gap chambers • SOLEIL light source has employed it on all chambers but the dipoles (200 out of 250 m circumference) • MAX-IV and SIRIUS 3 GeV light sources will be first machines to be 100% NEG coated (~540 m circumf.) • Used also to counteract electron cloud formation, as an alternative to TiN (only if bakeout/activation is possible)
Experience at other machines (cont’d): • On LHC most of the warm sections are NEG-coated. The uncoated parts are frequently source of vacuum problems (mainly e-cloud instability) • A typical NEG-coating bake-out/activation cycle… (courtesy G.Bregliozzi)
Experience at other machines (cont’d): • Statistics on attained static pressures (no beam) in LHC, for LSS NEG-coated chambers… (courtesy G. Bregliozzi)
Experience at other machines (cont’d): • If necessary the NEG-coated chambers can be “serviced” and the vacuum system vented without necessarily needing a full bake-out of the corresponding vacuum sector. CERN has extensive expertise in using Neon to protect the NEG while intervening… • An example of a recent paper… (courtesy G.Bregliozzi)
Conclusions • NEG-coatings are a viable and tested alternative to using conventional lumped pumps on conductance-limited vacuum systems such as those of most accelerators • NEG-coating technology is sufficiently advanced to allow coating of complex geometries • CERN has a vast experience in developing NEG-coatings • The ageing process of NEG coatings and the possibility to survive several venting/re-activation cycles is theoretically understood and well documented and should not pose a problem • Neon venting, whenever applicable, is a technique which could extend the lifetime of the NEG-coatings, in case of need • ELENA could certainly profit from it, in fact the combination of a very small size (~32m) and a demanding value of the average pressure (4.0E-12 mbar) make NEG-coating almost an unavoidable necessity • Material and suggestions for this presentation come from P. Chiggiato and G.Bregliozzi (TE-VSC), and M.Hahn (ESRF): many thanks to them