Download
1 / 27
270 likes | 368 Vues
Learn why HDPE pipes are a popular choice for high-pressure applications due to their excellent properties such as high creep strength, stress cracking resistance, weather resistance, thermal resistance, and more. Find out about the different standards and classes of HDPE pipes, their physical properties, and welding techniques for installation.

E N D
Why HDPE ? High Creep Strength can be use at high pressure. High stress cracking resistance to prevent slow. and rapid crack propagation. Good weather resistance use for outdoor or underground application. Good Flexibility can be use in coil form. Good welding property. Good Chemical, Corrosion, Abrasion resistance.
Why HDPE ? Good Thermal Resistance can be use -40°C to + 45°C. Suitable for drinking water. Good Insulating property to prevent heat transfer. Light weight, Easy transport. Resistance to aggressive media and soil. High Impact & Breakage Resistance.
About PE63,PE-80 & PE-100 The PE pipe materials are classified with reference to their strength when subjected to internal hydrostatic pressure at 20°C during service life of at least 50 year. The minimum required strength (MRS) expressed in bar is used for designation of the pipe. Therefore you will find designation from PE-32, PE-40, PE-63, PE-80 & PE-100
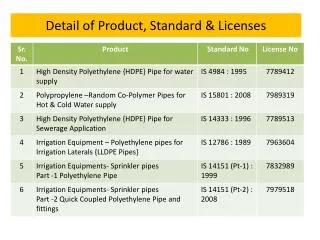
High density polyethylene pipes for water supply-- IS: 4984-1995
High density polyethylene pipes for Sewerage---- IS-14333-1996
Polyethylene (Sprinkler) QCPE pipes & Fittings –IS 14151 (Part-1) : 2008
Irrigation Equipment polyethylene pipes for Irrigation laterals IS-12786
Type of welding in PE pipes Butt Welding :- The welding procedure involves accurate machine planning of the pipe ends followed by heating to the melting point of the pipe ends, which are then jointed together under pressure. The heating and cooling time, temperature and pressure are adjusted so that the physical properties of the original material is retained. Fusion Welding:- Use of this type welding, provided similar heating on outer surface of the pipe and inner surface of the fittings by heating devise then overlap both surface by external force. This technique use only small for diameter pipes. 3. Electro fusion welding:- The fittings is basically a double socket coupler with an electrical heating element within the bore. Two connection terminals are externally accessible for application of electrical heating energy to the element. When the two squared and scraped pipes ends are inserted into the coupler and the current is applied via a control box to the terminals the heating generated in the element fuse the two jointing surface together.
Type of welding in PE pipes • 1. Butt Welding :- The welding procedure involves accurate machine planning of the pipe ends followed by heating to the melting point of the pipe ends, which are then jointed together under pressure. The heating and cooling time, temperature and pressure are adjusted so that the physical properties of the original material is retained. • 2.Fusion Welding:- In this technich • 3.Electro fusion welding:- The fittings is basically a double socket coupler with an electrical heating element within the bore. • Two connection terminals are externally accessible for application of electrical heating energy to the element. When the two squared and scraped pipes ends are inserted into the coupler and the current is applied via a control box to the terminals the heating generated in the element fuse the two jointing surface together.