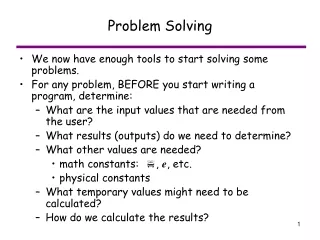
Optimizing Casting Quality Through Improved Gating and Feeder Design Techniques
This document outlines a comprehensive problem-solving approach to enhance the quality of a casting component weighing 182 kgs, which faced ultrasonic testing rejections due to back wall echo loss. The initial investigation revealed significant shrinkage areas correlating with customer complaints. The implemented corrective actions involved altering the gating system and increasing feeder sizes while reducing their quantity. Subsequent tests confirmed improved results, with a 10% increase in yield and complete elimination of defects, demonstrating the effectiveness of the new method.

Optimizing Casting Quality Through Improved Gating and Feeder Design Techniques
E N D
Presentation Transcript
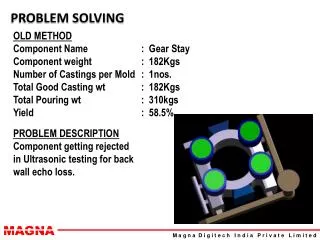
PROBLEM SOLVING OLD METHOD Component Name : Gear Stay Component weight : 182Kgs Number of Castings per Mold : 1nos. Total Good Casting wt : 182Kgs Total Pouring wt : 310kgs Yield : 58.5% PROBLEM DESCRIPTION Component getting rejected in Ultrasonic testing for back wall echo loss.
Picture shows Metal Filling at various intervals The colour scale shows the temperature at each location
Picture shows Solidification at various intervals The colour scale shows the % of Liquid metal available Isolated region
Picture shows the possible Shrinkage area This defect location exactly matches with customer complaint Shrinkage location
PROBLEM SOLVING • Corrective Action • Gating changed • Feeder size increased and number of feeders reduced 2
Picture shows Metal Filling at various intervals The colour scale shows the temperature at each location
Picture shows Solidification at various intervals The colour scale shows the % of Liquid metal available
Picture shows the porosity locations There is no defect inside the casting
Finding after implementation of this method Hotspot moved to feeder and there is no defect noticed inside the casting. Yield also increased by 10% 100% UT o.k and mold erosion problem eliminated.