Download
1 / 15
150 likes | 301 Vues
Peer Review NSTX TF Hub Assembly Friction Coating C Neumeyer 10/27/04. Requirements Testing Calculation Update Implementation. Friction Coating for Hub/Box Interface. Hub/Box Interface. Hub/Box Attachment Studs. Potting. Joint must not slip under applied EM loads.

E N D
Peer Review NSTX TF Hub Assembly Friction Coating C Neumeyer 10/27/04 • Requirements • Testing • Calculation Update • Implementation
Friction Coating for Hub/Box Interface Hub/Box Interface Hub/Box Attachment Studs Potting
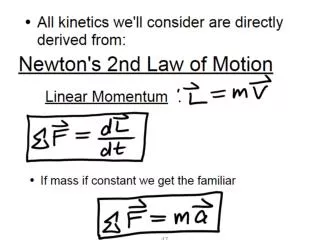
Outer Layer Loads Are Design Drivers Flex Link loads updated out to r = 24”
Friction Shear (frs) at Interface Must Exceed Load w/adequate Safety Factor In-Plane Reaction to Moment Out-of-Plane Reaction to Lateral Load r F_frs ~ f*M_em/r/2 f = load fraction to frs Approx. 42% per FEA F_frs ~ f*F_em/2 Assume f = 100%
Max Single Surface Radial Shears at Hub-to-box Interface (Total load along face in lbs) For 6kG TF-loading with max moment (70000 in-lbs) SOFT – 3479 lbs (Run 54ng) EOFT – 4569 lbs (Run 65nb) In both cases, the maximum hub-to-box shear surface is the one away from the plasma Courtesy Irv Zatz
Design Load and Safety Factor Net load per interface is resultant of in-plane and out-of-plane at 6kG…. Average Box Stud compression force with three bolts …. Desired Friction Coefficient for SF = 2 ….
Test Fixture • The test fixture consisted of a floating clamp with a load cell to measure the clamping load. Right view • Bottom end view of grit sample between two sacrificial clamping blocks
Measured COF ~ 0.6 • Tests on coated SS ~ 0.6 • Tests on uncoated SS ~ 0.2 • Coating provides 3x improvement Courtesy Tom Kozub
Calculation With Coating Without Coating Courtesy Mike Kalish
Implementation • Two prospective vendors identified, and samples received from each… • Braziler Technology, Inc, East Windsor CT • White Engineering Surfaces Corporation, Newtown PA • President of Brazilier has been very cooperative… • answered many questions • Appears very interested to develop product • Visited PPPL • Researched options and came up with preferred scheme using diamond grit • abrasive with resin binder (non-conductive and non-magnetic) • Included White on bidder’s list but do not know much about capability
Highlights of SOW for Coating • Surface coating shall consist of a diamond grit with waterproof heat resistant resin binder, or other binder material as may be proposed by subcontractor in writing and approved by PPPL in writing. Abrasive shall be grit size in the range 60-80 based on the Coated Abrasives Manufacturers Institute (CAMI) standards. Materials shall be non-conductive and non-magnetic. • Two 1/2” SS sample plates supplied by PPPL shall be coated and returned to PPPL for test • PPPL may elect to proceed with the production run at any time, independent of the status of the samples, based on schedule considerations.
Eight Surfaces to be Coated Top Assemblies Bottom Assemblies • Surface coating shall not exceed 0.015” thickness based on 8 measurements per disk • located 90 degrees apart on ID and OD, before and after coating • Note: actual delta dimension hub to box will be <= 15 mils depending on extent to which diamond grit bites into SS. This will reduce the potting thickness on the middle disk side
Potential Issues • 1) Samples tested used “electroless nickel” binder, not identical to resin-based binder • final COF could be different • 2) Substrate material of samples used unknown material, not 304SS • final COF could be different • 3) Present plans call for assembly of boxes, potting, detachment, testing, and re-assembly • - impact of multiple compressions on coating is unknown, although Braziler thinks it will not be a problem • - final COF could be different • - fit-up and seating during re-assembly could be impacted by presence of coating • Testing of sample parts in advance of committing to coating of actual • parts would reduce risk of “gotcha’s” • Sandblasting would probably be required to remove coating if it is found undesirable