Mastering Magnesium Resistance Welding: Techniques, Challenges, and Solutions
This lesson provides comprehensive insights into magnesium resistance welding, focusing on key techniques and considerations for successful implementation. Learners will explore the unique properties of magnesium alloys, including their high strength-to-weight ratio and corrosion resistance. The online resources include slide presentations, lecture notes, and interactive workbooks to enhance understanding. Key topics include electrode types, welding conditions, and the effects of force and post-heat on weld quality. By the end of the lesson, participants will be equipped to tackle the challenges related to magnesium welding and apply best practices effectively.

Mastering Magnesium Resistance Welding: Techniques, Challenges, and Solutions
E N D
Presentation Transcript
Resistance Welding • Learning Activities • View Slides; • Read Notes, • Listen to lecture • Do on-line workbook • Lesson Objectives • When you finish this lesson you will understand: Keywords
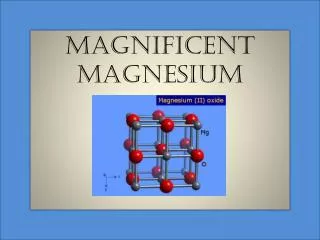
{hcp} crystal structure • High strength to weight ratio • Formability increases with temp • Magnesium oxide forms rapidly when heated in air • Corrosion resistance similar to aluminum • Galvanic corrosion can be severe • Some alloys susceptible to SCC • Melts at 1200F (similar to Al) • Boils at 2025F (low) • Coefficient of thermal expansion 15x10-6 (same as Al) • Electrical Resistivity about 1.7 times Al • Latent heat of fusion 2/3 Al, 1/5 Steel • Notch sensitive in fatigue • Alloys supplied in castings, forging, sheet, plate,extrusions
Sheet Supplied with: • Oiled Surface • Chrome Coating Must be removed before Resistance Welding
Clean with: Chromic Acid & small amount of MgSO4 to Avoid pitting RWMA or AWS Limit time after cleaning to 24 hours
Spot Weld • High Thermal & Electrical Conductivity • Weld Same as Aluminum • Class 1 or 2 Electrodes • Higher Current Than Steel • Shorter time Than Steel • Lighter Force Than Steel (because softer) • Rapid electrode follow-up to Maintain pressure • Dual force not required but often used • Machine Types Used • AC • DC • Frequency Converter • Capacitor Discharge
Single Phase AC Resistance Welding Manual, RWMA
(second source) Mg & Mg Alloys, ASM 1999
When Dual Force Technique is Used, Timing is Important • Too Late - Temp too low to consolidate nugget • Too Soon - Nugget Size too small • Excessive indentation • Electrode Force • Insufficient • Weld metal expulsion • Internal discontinuities • Surface burning • Excessive Electrode sticking • Excessive • Indentation • Sheet separation, distortion • Unsymmetrical weld nuggets
Effect of Electrode Force No Cracking @ Higher Force Cracking @ Low Force Resistance Welder Manufacturers Association Bulletin # 22
Effect of Forge Force in Normally Cracked Region Forge Force Ratio > 1:1.5, 1:2, 1:3 Crack Need Ratio 1:2 or greater applied before 4.6 cycle delay Resistance Welder Manufacturers Association Bulletin # 22
Effect of Post Heat in Sound Weld Region • Postheat • Softens Structure • Enlarges HAZ Resistance Welder Manufacturers Association Bulletin # 22
Effect of Post Heat and Simultaneous Forge Force in Crack Region Note Beneficial Effect Crack Resistance Welder Manufacturers Association Bulletin # 22
Electrodes • Class 1 or 2 • Domed Shaped (radius @ thickness - see next slide) • Face kept clean, electrode redress tool (280 grit abrasive) • Electrode life limited by transfer of Cu to part (sticking) • Electrode Alloying • Cooling efficiency • Method of BM cleaning • Mg Alloy Composition • Welding Conditions • Copper pick-up increases corrosion of part • Cu on part use 10% acetic acid - Turns black
Seam Welding Seam welds have been successfully made in M1A & AZ31B alloys. • Flash Welding • Techniques similar to Aluminum Flash Welding • High Current Density • Extremely rapid flashing & Upset rates • Upset current for 5 - 10 cycles after upset • Shielding atmosphere not usually required • Alloys AZ31B, AZ61A, HM31A