Download
1 / 14
160 likes | 388 Vues
Basic Properties of Fibres and Other Engineering Materials. Comparative fibre cost . Woven fabrics 1. Plain

E N D
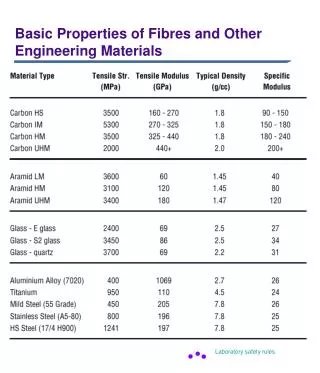
Basic Properties of Fibres and Other Engineering Materials Laboratory safety rules
Comparative fibre cost Laboratory safety rules
Woven fabrics 1 • Plain • Each warp fibre passes alternately under and over eachweft fibre. The fabric is symmetrical, with good stabilityand reasonable porosity. However, it is the most difficultof the weaves to drape, and the high level of fibre crimpimparts relatively low mechanical properties compared withthe other weave styles. • Satin • The ‘harness’ number used in the designation (typically 4, 5 and 8) is the total number of fibres crossed and passed under, before the fibre repeats the pattern. A ‘crowsfoot’ weave is a form of satin weave with a different stagger in the repeat pattern. Satin weaves are very flat, have good wet out and a high degree of drape. The low crimp gives good mechanical properties. Satin weaves allow fibres to be woven in the closest proximity and can produce fabrics with a close ‘tight’ weave. However, the style’s low stability and asymmetry needs to be considered. • Twill • One or more warp fibres alternately weave over and undertwo or more weft fibres in a regular repeated manner.With reduced crimp, the fabricalso has a smoother surface and slightly higher mechanicalproperties. Laboratory safety rules
Woven fabrics 2 • Basket • Basket weave is fundamentally the same as plain weaveexcept that two or more warp fibres alternately interlacewith two or more weft fibres. An arrangement of two warpscrossing two wefts is designated 2x2 basket, but the ar-rangementof fibre need not be symmetrical. Therefore itis possible to have 8x2, 5x4, etc. Basket weave is flatter,and, through less crimp, stronger than a plain weave, butless stable. • Leno • Leno weave improves the stability in ‘open’ fabrics whichhave a low fibre count. • Weave & Stitch • With the ‘Weave & Stitch’ method the +45 and -45 layers can be made by weavingweft Unidirectionals and then skewing the fabric, on a special machine, to 45. Laboratory safety rules
Weave Styles - Comparison of Properties Laboratory safety rules
Fabric Construction Laboratory safety rules
Other Fabrics and non woven • Chopped Strand Mat • Chopped strand mat (CSM) is a non-woven material which, consistsof randomly orientated chopped strands of fibres which are held together by a binder. • Braids • Braids are produced by interlacing fibres in a spiral natureto form a tubular fabric. The diameter of the tube iscontrolled by the number of fibres in the tube’s circumference,the angle of the fibres in the spiral, the number ofintersections of fibre per unit length of the tube and thesize (tex) of the fibres in the assembly. The interlacingcan vary in style (plain, twill, etc.) as with 0/90 wovenfabrics. Tube diameter is normally given for a fibre angleof ±45 but the braiding process allows the fibres to movebetween angles of about 25 and 75, depending on the number and tex of the fibres.Braids can be found in such composite components as masts, an-tennae,drive shafts and other tubular structures that require torsional strength. Laboratory safety rules
Spray Lay -up • Fibre is chopped in a hand-held gun and fed into a spray of catalysed resindirected at the mould. The deposited materials are left to cure under standardatmospheric conditions. Laboratory safety rules
Wet Lay-up/Hand Lay-up • Resins are impregnated by hand into fibres which are in the form of woven, knitted,stitched or bonded fabrics. This is usually accomplished by rollers or brushes, withan increasing use of nip-roller type impregnators for forcing resin into the fabrics bymeans of rotating rollers and a bath of resin. Laminates are left to cure under standardatmospheric conditions. Laboratory safety rules
Vacuum Bag • Manufacturing process consists in sealing a plastic film over the wet laid-up laminate and onto thetool. The air under the bag is extracted by a vacuum pump and thus up to oneatmosphere of pressure can be applied to the laminate to consolidate it. Laboratory safety rules
Filament winding • This process is primarily used for hollow, generally circular or oval sectionedcomponents, such as pipes and tanks. Fibre tows are passed through a resin bathbefore being wound onto a mandrel in a variety of orientations, controlled by the fibrefeeding mechanism, and rate of rotation of the mandrel. Laboratory safety rules
Pultrusion • Fibres are pulled from a creel through a resin bath and then on through a heated die.The die completes the impregnation of the fibre, controls the resin content and curesthe material into its final shape as it passes through the die. This cured profile is thenautomatically cut to length. • This can be a very fast, and therefore economic, way of impregnating andcuringmaterials. Laboratory safety rules
Resin Transfer Moulding (RTM) • Fabrics are laid up as a dry stack of materials.A second mould tool is then clamped overthe first, and resin is injected into the cavity. Vacuum can also be applied to themould cavity to assist resin in being drawn into the fabrics. This is known as VacuumAssisted Resin Injection (VARI). Once all the fabric is wet out, the resin inlets areclosed, and the laminate is allowed to cure. Both injection and cure can take place ateither ambient or elevated temperature. Laboratory safety rules
Prepregs • Fabrics and fibres are pre-impregnated, under heatand pressure or with solvent, with a pre-catalysed resin. • The catalyst is largely latentat ambient temperatures giving the materials several weeks, or sometimes months, ofuseful life when defrosted. However to prolong storage life the materials are storedfrozen. The resin is usually a near-solid at ambient temperatures, and so thepre-impregnated materials (prepregs) have a light sticky feel to them, such as that ofadhesive tape. Unidirectional materials take fibre direct from a creel, and are heldtogether by the resin alone. • The prepregs are laid up by hand or machine onto amould surface, vacuum bagged and then heated to typically 120-180C. This allowsthe resin to initially reflow and eventually to cure. • Additional pressure for the mouldingis usually provided by an autoclave (effectively a pressurised oven) which can applyup to 5 atmospheres to the laminate. Laboratory safety rules