How Does Direct Metal Laser Sintering (DMLS) Work?
90 likes | 121 Vues
All information at https://www.protolabs.co.uk<br>Since its development in the 1980s, 3D printing has undergone a massive investment in ideas and solutions. As a process that initially only considered polymeric resins, it has moved on to encompass a huge range of materials, including both metals and engineering ceramics. See this document for more information.

How Does Direct Metal Laser Sintering (DMLS) Work?
E N D
Presentation Transcript
How Does Direct Metal Laser Sintering (DMLS) Work? 2019
Intro Since its development in the 1980s, 3D printing has undergone a massive investment in ideas and solutions. As a process that initially only considered polymeric resins, it has moved on to encompass a huge range of materials, including both metals and engineering ceramics.
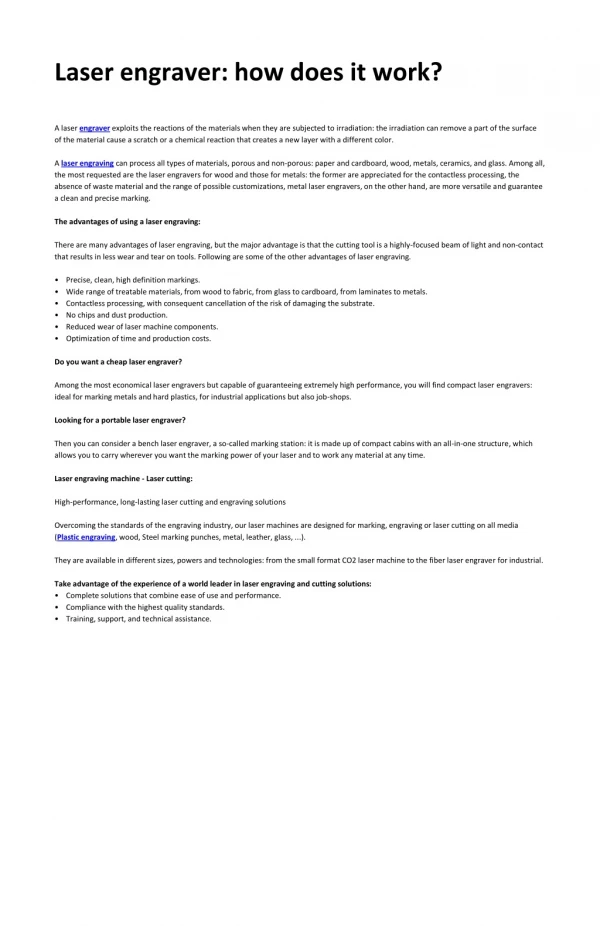
Printing Metal Powders Key to the development of these advanced processes is the fact that metal and ceramic powders can be permanently joined using the sintering process. Sintering is the process of compacting and forming a solid mass of material out of a suitable powder using combinations of heat or pressure but without melting it to the point of liquefaction. If a metal or ceramic powder is stuck together using some medium such as a polymeric binding material, a shape can be made using 3D printing techniques and then fired to remove the polymer and allow mass transport between the material particles, creating a solid mass. During the firing process, atomic diffusion drives powder surface elimination in different stages, starting from the formation of necks between powders to final elimination of small pores at the end of the process. Sintering is a well-established engineering process, and allying it to 3D printing via a polymer vehicle has created a process by which highly durable materials such as high-temperature metals and engineering ceramics such as MgO, Al2O3, and SiC can be formed into complex shapes that retain a near-net shape with post-processing. But further tinkering by developers gave rise to processes that did away with the polymeric matrix and allowed powdered materials to be sintered directly. The dream of ‘printing’ complex shapes that were capable of being used in strenuous environments became a reality.
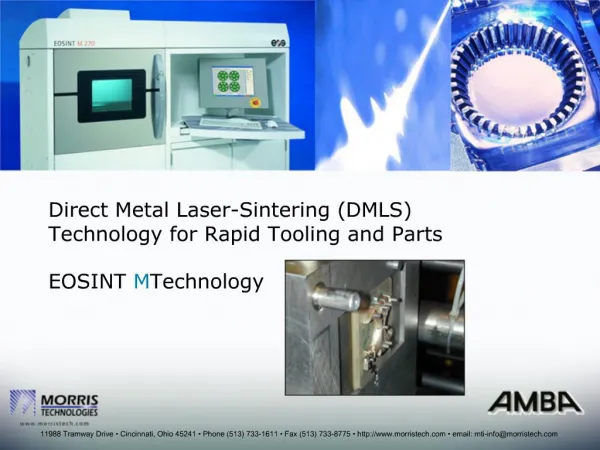
So, how does the Direct Metal Laser Sintering process work? Direct metal laser sintering (DMLS), sometimes referred to as laser powder bed fusion (LPBF), is a rapid prototyping, 3D printing, or additive manufacturing technique designed to use a high power-density laser to melt and fuse metallic powders together to create complex components. Key to the process is a high-powered laser that is used to focus a sufficiently intense light onto a small area to directly sinter the powdered material to form the desired structure. The printing is driven by a CAD model which effectively breaks the design down into thin slivers which translate into sections of material that can be fused to itself as a layer, but critically also welded to the solid structure of previously-fused material. In this way, a truly solid, three-dimensional product that is capable of being further processed using a number of recognised engineering processes such as drilling, milling, and threading. DMLS uses a variety of metal alloys, allowing both prototypes and actual usable products to become functional hardware, and made out of the same material as production components created using other, more traditional methods of manufacture. Since the shapes are built layer by layer, it is possible to design complex geometries, detailed internal features and challenging forms that would be either cast or be otherwise machined by some means. The DMLS system produces strong, durable metal parts that work well as both functional prototypes or end-use production parts.
So, how does the Direct Metal Laser Sintering process work? Cont... The process begins with a 3D CAD model that truly represents the part required. By using Computer Aided Manufacturing software, the model is sliced into layers, typically 20 to 100 micrometres thick, thereby creating a series of 2D images comprising each layer. Because the file format is the industry standard .stl file type used on most layer-based 3D printing or stereolithography technologies, it is machine readable in all cases. This layered file is then loaded into a file preparation software package that assigns coordinates, physical parameters, values and the supports that allow the file to be interpreted and built by different types of 3D manufacturing systems.
Inside the Chamber ….Cont... The DMLS machine typically uses a high-powered optical laser of the 200-watt Yb-fiber-optic variety. Inside the actual build chamber area where the modelling is carried out, there is a material dispensing platform and a build platform along with a recoater blade which is used to move new powder over the build platform as each layer is fused together. The technology fuses metal powder into a solid part by creating a situation where there is material transport around the surface of the small, metal beads, and it is this which actually melts together rather than the whole bead. This heating is carried out in a very localised fashion using the focused laser beam to create highly specific areas of melting. The process starts with a platform which can be raised and lowered inside a cylinder. The powder feedstock is distributed evenly over the platform and the laser directed onto the top surface. Localised melting takes place and a base layer is constructed in the powder.
Inside the Chamber….Cont... With the first layer completed, the platform drops by a predetermined amount, a new layer of powder is evenly distributed over the top of it, and the process starts again with the second and subsequent layers becoming fully adhered to the layers below. The platform continues to drop in an orderly fashion and in this way, the component is built up layer by layer with each layer typically being only a few micrometres thick. The intense laser light is directed in both X and Y positions so it can describe the 2D shape of the component at each layer, while the downward movement (Z) gives it the thickness that is required. Since this is carried out in an inert atmosphere – usually argon rich or nitrogen and with Oxygen at no more than 500 parts per million - so there is no oxidation to worry about and the process can be used with even highly reactive metals such as titanium and magnesium powders.
Inside the Chamber….Cont... The rastering laser swiftly covers the shape of the component and each cycle can be completed quickly, making this a highly effective method of producing complex parts in difficult to work materials. Automation also means that much of the work can be carried out without the need for human intervention, so once a design is created in CAD, the system can usually be left to run.
![[Sintering]](https://cdn2.slideserve.com/3866196/sintering-dt.jpg)