Process Strategy in Customer Management
520 likes | 539 Vues
This article explores the principles, decisions, and design considerations in developing an effective process strategy for customer management. It highlights the importance of process structure, customer involvement, resource flexibility, and capital intensity. The article also discusses process structure in services and manufacturing, as well as layout design and the weighted-distance method.

Process Strategy in Customer Management
E N D
Presentation Transcript
Process Strategy • Principles of process strategy • Make choices that fit the situation and that make sense together, that have a close strategic fit • Individual processes are the building blocks that eventually create the firm’s whole supply chain • Management must pay particular attention to the interfaces between processes
Process Strategy • There are four basic process decisions • Process structure including layout • Customer involvement • Resource flexibility • Capital intensity
Strategy for Change • Process reengineering • Process improvement Effective Process Design Process Strategy Decisions • Process Structure • Customer-contract position (services) • Product-process position (manufacturing) • Layout Figure 3.1 – Major Decisions for Effective Processes • Customer Involvement • Low involvement • High involvement • Resource Flexibility • Specialized • Enlarged • Capital Intensity • Low automation • High automation
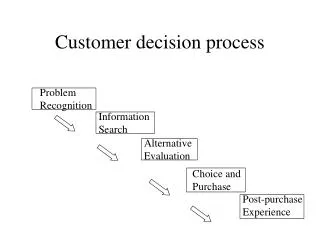
Process Structure in Services • Customer contact is the extent to which the customer is present, actively involved, and receives personal attention during the service process • Face-to-face interaction is sometimes called a moment of truth or a service encounter
Process Structure in Services • The three elements of the customer-contact matrix are • The degree of customer contact • Customization • Process characteristics • Process characteristics include • Process divergence deals with customization and the latitude as to how tasks are performed • Flow is how customers, objects, or information are processed, and can be either line flow or flexible flow
Less customer contact and customization (1) (2) (3) High interaction with Some interaction with Low interaction with customers, highly customers, standard customers, standardized customized service services with some options services Process Characteristics (1) Flexible flows with Individual processes (2) Flexible flows with some dominant paths, with some exceptions to how work performed Less processes divergence and more line flows (3) Line flows, routine work same with all customers Service Process Structuring Figure 3.2 – Customer-Contact Matrix for Service Processes Front office Hybrid office Back office
Product-Process Matrix • For manufacturing organization it brings together • Volume • Product customization • Process characteristics • Process choices include job, batch, line, and continuous flow processes • Production and inventory strategies include make-to-order, assemble-to-order, and make-to-stock
Less customization and higher volume (1) (2) (3) (4) Low-volume Multiple products with low Few major High volume, high products, made to moderate volume products, standardization,to customer higher commodity order volume products Process Characteristics (1) Customized process, with flexible and unique sequence of tasks (2) Disconnected line flows, moderately complex work (3) Connected line, highly repetitive work (4) Continuous flows Batch processes Less complexity, less divergence, and more line flows Product-Process Matrix Figure 3.3 – Product-Process Matrix for Processes Job process Small batchprocess Large batch process Line process Continuous process
Layout • The physical arrangement of human and capital resources • An operation is a group of resources performing all or part of one or more processes • Layout involves three basic steps • Gather information • Develop a block plan • Design a detailed layout
Layout • Gather information on space requirements, available space, and closeness factors
3 6 4 100’ 1 2 5 150’ Block Plan Figure 3.4 – Current Block Plan for the Office of Budget Management
Requirements • There are two absolute requirements for the new layout • Education should remain where it is • Administration should remain where it is
Developing a Block Plan EXAMPLE 3.1 Develop an acceptable block plan for the Office of Budget Management that locates departments with the greatest interaction as close to each other as possible. SOLUTION Using closeness ratings of 8 and above, you might plan to locate departments as follows: • Departments 1 and 6 close together • Departments 3 and 5 close together • Departments 2 and 3 close together Departments 1 and 5 should remain at their current locations
100’ 1 5 150’ Developing a Block Plan • Departments 1 and 6 close together • Departments 3 and 5 close together • Departments 2 and 3 close together Figure 3.5 – Proposed Block Plan 6 2 3 4
The Weighted-Distance Method • The weighted-distance method can be used to compare alternative block plans when relative locations are important • Euclidian distance is the straight-line distance between two possible points where dAB = distance between points A and B xA = x-coordinate of point A yA = y-coordinate of point A xB = x-coordinate of point B yB = y-coordinate of point B
The Weighted-Distance Method • Rectilinear distance measures the distance between two possible points with a series of 90-degree turns • The objective is to minimize the weighted-distance score (wd) • A layout’s wd score is calculated by summing the products of the proximity scores and distances between centers
dAB = (20 – 80)2 + (10 – 60)2 = Application 3.1 What is the distance between (20,10) and (80,60)? Euclidian Distance Rectilinear Distance dAB = |20 – 80| + |10 – 60| =
dAB = (20 – 80)2 + (10 – 60)2 Application 3.1 What is the distance between (20,10) and (80,60)? Euclidian Distance = 78.1 Rectilinear Distance 110 dAB = |20 – 80| + |10 – 60| =
6 3 4 6 2 3 1 5 2 1 4 5 Calculating the WD Score EXAMPLE 3.2 How much better is the proposed block than the current block plan? SOLUTION The following table lists pairs of departments that have a nonzero closeness factor and the rectilinear distances between departments for both the current plan and the proposed plan Current Block Plan Proposed Block Plan
OM Explorer Analysis Figure 3.6 – Second Proposed Block Plan (Analyzed with Layout Solver)
Application 3.2 Matthews and Novak Design Company has been asked to design the layout for a newly constructed office building of one of its clients. The closeness matrix showing the daily trips between its six department offices is given below.
Application 3.2 Shown below on the right is a block plan that has been suggested for the building (original plan). Assume rectilinear distance. Students complete highlighted cells. Based on the above results, propose a better plan and evaluate it in terms of the load-distance score.
Application 3.2 Shown below on the right is a block plan that has been suggested for the building (original plan). Assume rectilinear distance. Students complete highlighted cells. Based on the above results, propose a better plan and evaluate it in terms of the load-distance score.
A Detailed Layout • Once a block plan has been selected, a detailed representation is created showing the exact size and shape of each center • Elements such as desks, machines, and storage areas can be shown • Drawings or models can be utilized • Options can be discussed and problems resolved
Customer Involvement • Possible disadvantages • Can be disruptive • Managing timing and volume can be challenging • Quality measurement can be difficult • Requires interpersonal skills • Layouts may have to be revised • Multiple locations may be necessary
Customer Involvement • Possible advantages • Increased net value to the customer • Can mean better quality, faster delivery, greater flexibility, and lower cost • May reduce product, shipping, and inventory costs • May help coordinate across the supply chain • Processes may be revised to accommodate the customers’ role
Resource Flexibility • A flexible workforce can often require higher skills and more training and education • Worker flexibility can help achieve reliable customer service and alleviate bottlenecks • Resource flexibility helps absorb changes in workloads • The type of workforce may be adjusted using full-time or part-time workers
Resource Flexibility • The volume of business may affect the type of equipment used • Break-even analysis can be used to determine at what volumes changes in equipment should be made
Process 2: Special-purpose equipment Total cost (dollars) Process 1: General-purpose equipment F2 F1 Units per year (Q) Break-Even Analysis Figure 3.7 – Relationship Between Process Costs and Product Volume Break-even quantity
Fm – Fbcb – cm $10,000 – $400,000$20 – $50 Q = = Application 3.3 BBC is deciding whether to weld bicycle frames manually or to purchase a welding robot. If welded manually, investment costs for equipment are only $10,000. the per-unit cost of manually welding a bicycle frame is $50.00 per frame. On the other hand, a robot capable of performing the same work costs $400,000. robot operating costs including support labor are $20.00 per frame. At what volume would BBC be indifferent to these alternative methods? = 13,000 frames
Capital Intensity • Automation is one way to address the mix of capital and labor • Automated manufacturing processes substitute capital equipment for labor • Typically require high volumes and costs are high • Automation might not align with a company’s competitive priorities
Capital Intensity • Fixed automation produces one type of part or product in a fixed sequence • Typically requires large investments and is relatively inflexible • Flexible automation can be changed to handle various products • Industrial robots are classic examples of flexible automation
Capital Intensity • Capital equipment may be used to automate service processes • Investment can be justified by cost reduction and increased task divergence through expanded customer choice • May impact customer contact • May be used in both front and back-office operations
Capital Intensity • Economies of scope reflect the ability to produce multiple products more inexpensively in combination than separately • Applies to manufacturing and services • Requires sufficient collective volume
Strategic Fit • The process chosen should reflect the desired competitive priorities • The process structure has a major impact on customer involvement, resource flexibility, and capital intensity
High customer-contact process • More complexity, more divergence, more flexible flows • More customer involvement • More resource flexibility • Capital intensity varies with volume Major process decisions • Low customer-contact process • Less complexity, less divergence, more line flows • Less customer involvement • Less resource flexibility • Capital intensity varies with volume High Low Customer contact and customization Decision Patterns for Services Figure 3.8 – Decision Patterns for Service Processes Front office Hybrid office Back office
Decision Patterns for Manufacturing • Processes can be adjusted for the degree of customization and volume • Process flows can be made more or less linear • Competitive priorities must be considered when choosing processes
Competitive Priorities Process Choice Top-quality, on-time delivery, and flexibility Job process or small batch process Low-cost operations, consistent quality, and delivery speed Large batch, line, or continuous flow process Competitive Priorities Production and Inventory Strategy Top-quality, on-time delivery, and flexibility Make-to-order Delivery speed and variety Assemble-to-order Low-cost operation and delivery speed Make-to-stock Decision Patterns for Manufacturing Figure 3.9 – Links of Competitive Priorities with Manufacturing Strategy (a) Links with Process Choice (b) Links with Production and Inventory Strategy
Low-Volume, make-to-order process • More process divergence and more flexible flows • More customer involvement • More resource flexibility • Less capital intensity Major process decisions Batch processes • High-Volume, make-to-stock process • Less process divergence and more line flows • Less customer involvement • Less resource flexibility • More capital intensity Low High Volume Decision Patterns for Manufacturing Figure 3.10 – Decision Patterns for Manufacturing Processes Job process Small batchprocess Large batch process Line process Continuous process
Gaining Focus • Operations can be focused by process segments when competitive priorities differ • Plants within plants (PWPs) are different operations under the same roof • Service can be focused in much the same way • Focused factories can be created by splitting a large plant into several smaller plants dedicated to narrower product lines
Strategies for Change • Process reengineering is the fundamental rethinking and radical redesign of a process to improve performance • Can be successful but it is not simple or easy • The people who are involved with the process each day are the best source of ideas on how to improve it • Process improvement is the systematic study of activities and flows of a process to find ways to improve it
E B F A C D Solved Problem 1 A defense contractor is evaluating its machine shop’s current layout. Figure 3.11 shows the current layout and the table shows the closeness matrix for the facility measured as the number of trips per day between department pairs. Safety and health regulations require departments E and F to remain at their current locations. Use trial and error to find a better layout How much better is your layout than the current layout in terms of the wd score? Use rectilinear distance. Figure 3.11 – Current Layout