Download
1 / 21
270 likes | 1.89k Vues
Partial Oxidation of Propylene to Acrolein. Final Design Presentation April 23, 2008 Kerri M. May Megerle L. Scherholz Christopher M. Watts. Overview. Introduction Process Background Design Process Determination of Volume Pressure Drop Multiple Reactions Heat Effects Optimization

E N D
Partial Oxidation of Propylene to Acrolein Final Design Presentation April 23, 2008 Kerri M. May Megerle L. Scherholz Christopher M. Watts
Overview • Introduction • Process Background • Design Process • Determination of Volume • Pressure Drop • Multiple Reactions • Heat Effects • Optimization • Final Design • Conclusion
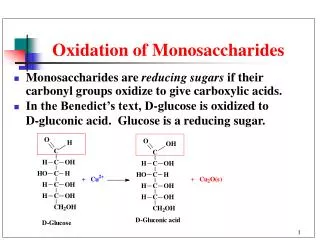
Introduction • Design of fixed-bed reactor • Production of acrolein by partial oxidation • CH2 = CH - CH3 + O2 → CH2 = CH – CHO + H2O • 13,500 Mtons/year with a 2 week downtime • Corresponds to 0.007941 kmol/s • Original design: ideal/isobaric/isothermal • Final design: pressure drop, multiple reactions and heat effects • Optimized using selectivity and gain
Process Background • Literature Operating Conditions (1,2)
Process Background Continued • Assumptions • Given for final design • Deviations for other models discussed
Process Background Continued • Stoichiometric Flow Rates
Process Background Continued • Catalyst chosen based on kinetics • Bismuth molybdate (6) • Co-current Heat Exchanger Fluid • Exothermic reaction • Molten Salt used as coolant fluid • Sodium tetrasulfide (7) • Melting temperature (294°C)
Process Background Continued • Selectivity of Acrolein • Selectivity of Other Profitable Products • Gain
Process Background Continued • Reaction Kinetics of Byproducts (6,8) • Reaction Pathway • Assumptions: • Steady State • Single-site oxygen adsorption • Rate of oxidation of acrolein to carbon oxides is negligible compared to other rates
Process Background Continued • Reaction rates for the formation of acrolein and byproducts (6,8) Where: r2 = rate of formation of acrolein, kmol/kgcat-s r3co2 = rate of formation of carbon dioxide, kmol/kgcat-s r3co = rate of formation of carbon monoxide, kmol/kgcat-s r4 = rate of formation of acetaldehyde, kmol/kgcat-s s ka = rate constant for oxygen adsorption, (kmol-m3)1/2/kgcat-s k12 = rate constant for propylene reaction to acrolein, m3/kgcat-s k13co2 = rate constant for propylene reaction to carbon dioxides, m3/kgcat-s k13co = rate constant for propylene reaction to carbon monoxide, m3/kgcat-s k14 = rate constant for propylene reaction acetaldehyde, m3/kgcat-s Co = concentration of oxygen, kmol/m3 Cp = concentration of propylene, kmol/m3 n12 = number of moles of oxygen which react with one mole of propylene to produce acrolein, kmol/kmol n13co2 = number of moles oxygen which react with one mole of propylene to product carbon dioxide, kmol/kmol n13co = number of moles of oxygen which react with one mole of propylene to produce carbon monoxide, kmol/kmol n14 = number of moles of oxygen which react with one mole of propylene to produce acetaldehyde, kmol/kmol
Process Background Continued • Rate Constants at 325, 350, and 390°C • Pre-exponential Factors and Activation Energies
Optimization • Acrolein Selectivity • Greater at increased temperatures • Improved when coolant and inlet temperatures are equal • Higher pressure, higher selectivity • Other Usable Product Selectivity • Decreased at increased temperatures • Favored at lower pressures • Greater when coolant temperature less than the inlet temperature
Optimization Continued • Gain • Greater at increased inlet temperature • Independent of coolant and inlet temperature relationship • Optimization Conclusion: • Focus on selectivity opposed to gain
Final Design • Operating Conditions • Temperature- 390°C • Pressure- 3 atm • Reactor Configurations • Volume- 19.08 m3 • Diameter- 3.4 m • Length- 2.01 m • Number of Tubes- 17920 (1” Dia.)
Final Design Continued • Temperature Profile
Conclusions • Reactor volume decreased with complexity increase • Selectivity crucial to optimization • Final model discussed would operate viably • Changed reactor dimensions to optimize final design
Works Cited • Maganlal, Rashmikant, et al. Vapor phase oxidation of propylene to acrolein. 6437193 United States, August 20, 2002. • Chemical Database Property Constants. DIPPR Database [Online]. Available from Rowan Hall 3rd Floor Computer Lab. (Accessed on 1/24/2008). • LaMarca, Concetta, PhD. Chemical Reaction Engineering Design Project. February 2008. Chemical Engineering Department, Rowan University, Glassboro. • Transient Kinetics from the TAP Reactor System: Application to the Oxidation of Propylene to Acrolein. Creten, Glenn, Lafyatis, David S., and Froment, Gilbert F. Belgium: Journal of Catalysis, 1994, Vol. 154. • Chemical Database Property Constants. DIPPR Database [Online]. Available from Rowan Hall 3rd Floor Computer Lab. (Accessed on 1/24/2008). • The reaction network for the oxidation of propylene over a bismuth molybdate catalyst. Tan, H. S., Downie, J. and Bacon, D. W. Kingston : The Canadian Journal of Chemical Engineering, 1989, Vol. 67 • Physical Properties Data Compilations Relevant to Energy Storage. II. Molten Salts: Data on Single and Multi-Component Salt Systems. G.J. Janz, C.B. Allen, N.P. Bansal, R.M. Murphy, and R.P.T. Tomkins Molten Salts Data Center, Rensselaer Polytechnic Institute, NSRDS-NBS61-II, April 1979 • The kinetics of the oxidation of propylene over a bismuth molybdate catalyst. Tan, H. S., Downie, J. and Bacon, D. W. Kingston : The Canadian Journal of Chemical Engineering, 1988, Vol. 66