REASONS FOR DEVELOPMENT OF CUTTING TOOL
410 likes | 931 Vues
REASONS FOR DEVELOPMENT OF CUTTING TOOL. GLOBLE COMPETATION PRODUCTIVITY : Cutting Speed Reduce Machining Time Improve Tool Life QUALITY AND RELIABILITY: High accuracy & tolerances Better surface finish Cost: Reduce Unnecessary Cost Reduce non-productive cost.

REASONS FOR DEVELOPMENT OF CUTTING TOOL
E N D
Presentation Transcript
REASONS FOR DEVELOPMENT OF CUTTING TOOL GLOBLE COMPETATION • PRODUCTIVITY : • Cutting Speed • Reduce Machining Time • Improve Tool Life • QUALITY AND RELIABILITY: • High accuracy & tolerances • Better surface finish • Cost: • Reduce Unnecessary Cost • Reduce non-productive cost
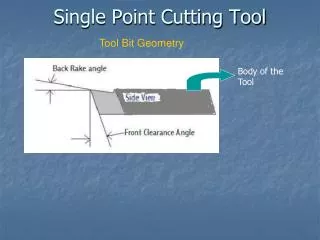
BASIC REQUIREMENT OF A TOOL MATERIALS • HOT HARDNESS • WEAR RESISTANCE • TOUGHNESS AND STRENGTH • THERMAL CONDUCTIVITY • CO-EFFICIENT OF FRICTION • CO-EFFICIENT OF THERMAL EXPANSION • MACHINIBILITY AND GRINDABILITY
CUTTING TOOL MATERIALS HOT HARDNESS OF SEVERAL TYPES OF TOOLS:
TYPES OF CUTTING TOOL MATERIALS CONVENTIONAL CUTTING TOOL MATERIALS • High Carbon Steel • High Speed Steel • Cast-Cobalt alloys (Satellite) • Cemented Carbide • Ceramics • CERMET • Diomond
TYPES OF CUTTING TOOL MATERIALS ADVANCE CUTTING TOOL MATERIALS • Coated Carbides • CBN • PCD • UCON • Multi Coated • Super Coated Alloy
CUTTING TOOL MATERIALS HIGH CARBON STEEL • Carbon percentage -0.8 to 1.5% • Oldest known tool material • Low Hot Hardness • Maximum Cutting Speed – 10 m/min • Maximum Temperature Limit -250 ºC • Suitable for Low Cutting • Low Cost • Used for taps, dies, hacksaw blades, hand drills, wood working tools etc.
CUTTING TOOL MATERIALS HIGH SPEED STEEL (H.S.S) T-Series M-Series (Tungsten Type) (Molybdenum Type) 18 - 4 - 1- 0.75 6 – 6 – 4 - 2 W Cr Va C W M Cr Va Cutting speed up to 30 m/min Maximum Limiting Temperature 560ºC Less Costly Excellent toughness Widely used in industries as a solid Tool like form tool, drill, milling cutters, endmill, reamers, Broach, Single point cutting tool etc.
CUTTING TOOL MATERIALS CAST COBALT ALLOYS (STALLITE): • 48-53% 30-33% 10-20% 1.5-2.0% Co Cr W C • Manufacturing Process- Casting • Hot hardness- 760ºC • Cutting Speed -45 m/min • Higher tool life compare to H.S.S. • Hardness -58 to 64 HRC • Lower toughness/brittle • Limited strength • Used for from tool, Machining cast and malleable iron.
CUTTING TOOL MATERIALS CERAMICS: • Al2O3 + MgO, Cr2O3, SiC, TiO, TiC 90% ________10%____________ • High abrasive of wear Resistance • Less tendency to weld to metal • Very high compressive strength • Very high hot hardness • High refractoriness – 1800 ºC • High Cutting Speed -200 to 400 m/min • Longer tool life • Used for cutting steel and HSS • Used for high speed machining • Limitation: • Poor Toughness • Unreliable (Sudden fail) • High rigidity of set up
CUTTING TOOL MATERIALS CEMENTED CARBIDES (TUNGUSTAN CARBIDE): Plain Tungsten Carbide • W C Co 94% 6% BINDER • Manufactured by Powder Metallurgy Grain size – 1 micron to 8 micron % of Co -3 to 12% Many verity can be produced by controlling grain size and % of cobalt. • Machining of non-ferrous, non-metallic and C.I Drawback is its Affinity with steel
CUTTING TOOL MATERIALS CEMENTED CARBIDES (TUNGUSTAN CARBIDE): Steel Grade (Triple) Tungsten Carbide • W TiC TaC Co 15% 10% • High hardness and wear resistance • Maximum limiting Temperature -1200 ºC • Various Shapes Of Inserts • Cutting Speed -100 m/min • High Tool life • High compressive strength • High production rate • Better surface finish Drawback is its Affinity with steel VARIOUS SHAPES OF INSERTS
CUTTING TOOL MATERIALS DIMOND: • Hardest substance BHN 7000 • High heat conductivity (Twice then steel) • High hot hardness 1650 ºC • High wear resistance • Very low co-efficient of friction • High compressive strength • High cutting speed (300 to 1000 m/min) • High tool life • Used for cutting hard material like glass, plastic Ceramics and cemented carbides. • Used for turning and dressing wheel of grinding wheel • Used for machining non-metallic and non-ferrous alloy • Limitation: • High rigidity of setup is required. • Poor shock and impact resistance • Not suitable for ferrous materials
CUTTING TOOL MATERIALS COATED CARBIDES: • Coating of micro thin layer insets made of tungsten carbide • Most commonly used coating materials are: • Titanium Nitride (TiN) • Titanium Carbide (TiC) • Titanium CarboNitiride (TiCN) • Aluminium Oxide (Al2O3) • Zicronium Nitride (ZrN) • Titanium Aluminium Nitride (TiAlN) • Methods of Coatings - Chemical Vapor Depositio (CVD) - Physical Vapor Deposition (PVD)
CUTTING TOOL MATERIALS SUPER COATED CARBIDES : • UE6020 for steel turning } Development by Mitsubishi Material • UE5015 for C.I Turning } Corporation, Japan in 2000 • WC- Higher interior Hardness and toughness • Triple layer coating • Inner layer –FCCN (Fibrous Crystalline Carbon Titanium ) • Balance between wear resistance and fracture resistance • Outer coating –Al2O3 (Fine Grain) • outer most layer – Special laminated Titanium Alloys • Superior high temperature strength.
COATED CARBIDES: • Advantages: • High hot hardness • Chemically stable • High cutting speed -150 to 250 m/min • High Tool life (2 to 3 times higher than carbide) • Applications: • Widely used for high speed machining • Production of turning and milling of steels and C.I • Machining of very hard materials • Used as inserts
CUTTING TOOL MATERIALS MULTI PHASE COTING • Outer most layer specially laminated by titanium alloy • Smooth surface structure and high chemical stability • Two of three layers of various coating materials to get desired Properties • High speed, continues cutting –Tic/ Al2O3 • Heavy duty, continues cutting –TiC/Al2O3 / Tin • Light interrupted cutting – TiC / TiC + TiN TiN - Low friction Al2O3 – High thermal stability TiCN – Resistance to flank and crater wear
UCON • Nitrided refectory metal alloy developed by Union Carbide, USA. • Composition :50% columbium, 30%titanium and 20%tungsten and contain no carbides. • Hardness 2500-3000 vickers. • Manufacture by cast into ingots and rolled into sheets and then cut into strips. • Withstand very high temperature. • Used as through away inserts. • Excellent thermal shock resistance, High hardness and toughness. • Excellent resistance proof to diffusion and adhesion wear. • 3-5 times more tool life then conventional carbide. • Cutting speed range of 250-500 M/Min on steels of 200 BHN
Application Recommend for roughing, semi roughing and finishing cuts in turning, facing and boring. Use for steel machining grade.
CUTTING TOOL MATERIALS CUBIC BORON NITRIDE: • Sanitized artificially made under high pressure and high temperature. • Stable up to 10000C temperature. • Manufactures under ultra high pressure and high temperature. • Excellent in chemical and thermal stability. • Hardness next to natural dimond. Applications: • Permits high feeds and speeds. • Available in large varity of shapes and sizes in insert form. • Use to turn bore, face, groove and mill difficult to machine materials.
CUTTING TOOL MATERIALS CUBIC BORON NITRIDE : • Material Recommended for cutting with CBN • Alloy Steel (45-68 Rc) • Carbon Tool Steel (45-68 Rc) • Die Steel S (45-68 Rc) • High Speed Steel (45-68 Rc)
CUTTING TOOL MATERIALS PCD: • Synthetic having diamond matrix structure. • Sintered under extremely high temperature and pressure. • High in uniform hardness and abrasive resistance in all direction. • Very high tool life compare to carbide tool (50 times). • Shock resistance is more than natural dimond. • Consistency in wear resistance. • Available in large verity of shapes and sizes. • Discs as large as 58 mm in diameter. • Better thermal conductivity then natural dimond. • Lower cost then natural diamond. • Used for machining milling, turning, grooving, facing and boring.
CUTTING TOOL MATERIALS TOOL/WORK CHEMICAL OR ADHESIVE INTERACTION SEVERITIES:
CUTTING TOOL MATERIALS TOOL MATERIAL OXIDATION AND STRUCTURAL CHANGE TEMPERATURE RANGES:
CUTTING TOOL MATERIALS REFERANCES: • production Technology- HMT • Theory and Application of Metal Cutting by Thomas Child • Production Technology- Kalpak Jain • Production Technology – P.C.Sharma • Production Engineering and Sciences – By Pandey and Singh • Metal Cutting – Milton Saw
Regression Analysis : • Farewell Corporation manufactures Integrated Circuit boards(I.C board) for electronics devices. The planning department knows that the sales of their client goods depends on how much they spend on advertising, on account of which they receive in advance of expenditure. The planning department wish to find out the relationship between their clients advertising and sales, so as to find demand for I.C board. • The money spend by the client on advertising and sales (in dollar) is given for different periods in following table :