LESSON 20: FACILITIES LAYOUT AND LOCATION
LESSON 20: FACILITIES LAYOUT AND LOCATION. Outline The Problem Objective of Facility Layout Basic Types of Layout Product versus Process Layout Cellular Layouts Proximity Assignment Problem. The Problem. In this lesson, we shall discuss how a plant or workplace should be laid out.

LESSON 20: FACILITIES LAYOUT AND LOCATION
E N D
Presentation Transcript
LESSON 20: FACILITIES LAYOUT AND LOCATION Outline • The Problem • Objective of Facility Layout • Basic Types of Layout • Product versus Process Layout • Cellular Layouts • Proximity • Assignment Problem
The Problem • In this lesson, we shall discuss how a plant or workplace should be laid out. • Consider the problem of finding suitable locations for machines, workstations, storage areas and aisles within a plant. • How to find suitable locations for departments, lounges and mail rooms and labs within a building that houses a faculty. • The layout problem may also occur in other places such as grocery stores, hospitals, airports, etc.
Objectives of Facility Layout • A facility layout problem may have many objectives. In the context of manufacturing plants, minimizing material handling costs is the most common one. • Other objectives include efficient utilization of • space • labor • Eliminate • bottlenecks • waste or redundant movement
Objectives of Facility Layout • Facilitate • organization structure • communication and interaction between workers • manufacturing process • visual control • Minimize • manufacturing cycle time or customer flow time • investment • Provide • convenience, safety and comfort of the employees • flexibility to adapt to changing conditions
Basic Types of Layouts • Process Layout • Used in a job shop for a low volume, customized products • Product Layout • Used in a flow shop for a high volume, standard products
Basic Types of Layouts • Fixed Position Layout • Used in projects for large products e.g., airplanes, ships and rockets • Cellular layouts • A cell contains a group of machines dedicated for a group of similar parts • Suitable for producing a wide variety parts in moderate volume
Product vs. Process Layouts • A process layout is a functional grouping of machines. For example, a group of lathe machines are arranged in one area, drill machines in another area, grinding machines in another area and so on. Different job jumps from one area to another differently. Hence, the flow of jobs is difficult to perceive. This type of layout is suitable for a make-to-order or an assemble-to-order production environment, as in a job shop where customization is high, demand fluctuates, and volume of production low. Since a wide variety of products are produced, general purpose equipments and workers with varied skills are needed.
Product vs. Process Layouts • A product layout arrangement of machines. Every job visits the machines in the same order. This type of layout is suitable for a make-to-stock or an assemble-to-stock production environment, as in a flow shop where products are standard, demand stable, and volume of production high. Since variety is low, special purpose equipments and workers with a limited skill are needed. • Advantage • A process layout provides flexibility • A product layout provides efficiency.
Product vs. Process Layouts • Inventory • A product layout has a low work-in-process inventory and high finished goods inventory because production is initiated by demand forecast. • On the other hand, a process layout has a high work-in-process inventory and low finished goods inventory. • Material handling • A product layout can use automatic guided vehicles which travels in a fixed path. But, variable path forklifts are suitable for a process layout.
Product vs. Process Layouts • Scheduling/line balancing • In case of a process layout, jobs arrive throughout the planning period. A process layout requires dynamic scheduling where a new scheduling decisions is made whenever a new job arrives. • In case of a product layout, sequencing and timing of product flow are standard and set when the line is designed. With a change in demand, a product layout may need a new line balancing decision.
Cellular Layouts • Every cell contains a group of machines which are dedicated to the production of a family of parts. • One of the problems is to identify a family parts that require the same group of machines. • These layouts are also called as group technology layouts.
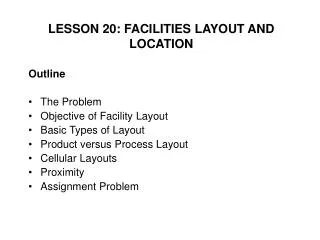
Cellular Layouts Machines Enter Worker 2 Worker 3 Worker 1 Exit Key: Product route Worker route
4 6 7 9 5 8 2 10 12 1 3 11 Cellular Layouts Example Assembly A B C Raw materials
Cellular Layouts Example • The previous slide shows a facility in which three parts A, B, C flow through the machines. • The next slide provides the information in a matrix form which includes some other parts D, E, F, G, H. • The rows correspond to the parts and columns to the machines. • Just by interchanging rows and columns, eventually a matrix is obtained where the “X” marks are all concentrated near the diagonal. This matrix provides the cells. For example, parts A, D and F require Machines 1, 2, 4, 8 and 10 which forms a cell.
8 10 9 12 11 4 6 7 2 1 3 5 Cellular Layouts Example Assembly Cell1 Cell 3 Cell 2 Raw materials A C B Each of A, B, C now visits only one area, minimizing jumping.
Advantages of Cellular Layouts • Reduced material handling and transit time • Reduced setup time • Reduced work-in-process inventory • Better use of human resources • Better scheduling, easier to control and automate
Disadvantages of Cellular Layouts • Sometimes cells may not be formed because of inadequate part families. • Some cells may have a high volume of production and others very low. This results in poorly balanced cells.
Disadvantages of Cellular Layouts • When volume of production changes, number of workers are adjusted and workers are reassigned to various cells. To cope with this type of reassignments, workers must be multi-skilled and cross-trained. • Sometimes, machines are duplicated in different cells. This increases capital investment.
Activity Relationship Chart • An activity relationship chart is a graphical tool used to represent importance of locating pairs of operations near each other. • Importance is described using letter codes defined below: A - absolutely necessary E - especially important I - important O - ordinarily important U - unimportant X - undesirable
Activity Relationship Chart Example: It’s ordinarily important to locate office rooms near loading/unloading area Production area O A Office rooms U I O Storage E A A X Dock area U U U O O Locker room U Tool room
Activity Relationship Chart • Sample interpretation of the diagram on the previous slide: • To find how important it is to locate office rooms near loading/unloading area, find the diamond shaped block at the intersection of office rooms and loading/unloading area. The block contains “O” meaning ordinarily important. Therefore, it’s ordinarily important to locate office rooms near loading/unloading area.
From-To Chart • A from-to chart is used to analyze flow of materials between departments. The example below shows distances in feet. So, the distance between Saws and Drills is 30 feet. The chart may also show material handling trips or cost per period.
Assignment Method • Many methods can be used to solve the facility layout problem. Here we discuss assignment method to minimize material handling costs. • Suppose that some machines 1, 2, 3, 4 are required to be located in A, B, C, D. The cost of locating machines to locations are known and shown below. For example, if Machine 2 is located to location C, the cost is 7 (say, hundred dollars per month). Location Machine A B C D 1 10 7 6 11 2 6 4 7 9 3 8 6 5 6 4 9 5 3 12
Assignment Method • The problem is to locate the machines to minimize total material handling costs. • One solution can be (not necessarily and optimal solution) to assign 1, 2, 3, 4 to respectively C, B, A, D. In such a case total cost is 6+4+8+12=30 hundred dollars per month. Location Machine A B C D 1 10 7 6 11 2 6 4 7 9 3 8 6 5 6 4 9 5 3 12
Assignment Method • Notice in this solution that every machine is assigned to one location and every location is assigned to one machine. So, there is a single box in each row and each column. Every solution will must this property. • If there are more locations than machines, dummy machines must be added with the same cost for all locations. Assignment method finds an optimal solution. Location Machine A B C D 1 10 7 6 11 2 6 4 7 9 3 8 6 5 6 4 9 5 3 12
Assignment Method 1. Perform row reductions • Subtract minimum value in each row from all other row values 2. Perform column reductions • Subtract minimum value in each column from all other column values 3. Line Test • Cross out all zeros in matrix using minimum number of horizontal & vertical lines. If number of lines equals number of rows in matrix, optimum solution has been found, stop. 4. Matrix Modification • Subtract minimum uncrossed value from all uncrossed values & add it to all cells where two lines intersect. Go to Step 3.
Assignment Example Location Machine A B C D 1 10 7 6 11 2 6 4 7 9 3 8 6 5 6 4 9 5 3 12 Row reduction Column reduction Line Test 4 1 0 5 2 1 0 4 2 1 0 4 2 0 3 5 0 0 3 4 0 0 3 4 3 1 0 1 1 1 0 0 1 1 0 0 6 2 0 9 4 2 0 8 4 2 0 8 Number lines = 3 <> 4 = number of rows. So, modify matrix
Assignment Example • More on the previous slide: • From rows 1, 2, 3, 4 subtract respectively 6, 4, 5, 3 which are minimum numbers on the rows. The results are shown under row reduction. • Next from columns A, B, C, D subtract respectively 2, 0, 0, 1 which are minimum numbers on the columns. The results are shown under column reduction. • Next, find minimum number of lines to cross out all the zeros. Since the minimum number of lines = 3 < 4 = number of rows, more computation is necessary.
Assignment Example • A zero assignment is an assignment solution with exactly one zero from each row and exactly one zero from each column. After we decide to stop computation, we find a zero assignment. • As long as the minimum number of lines is less than the number of rows, it’s not possible to find a zero assignment. If the minimum number of lines equals the number of rows, then there exists a zero assignment. • If we mistakenly decided that the minimum number of lines to cover all the zeros is 4, then we would stop, and attempted to find a zero assignment with no success. Thus, the mistake would be detected.
Assignment Example • See the matrix under line test on Slide 34. The minimum uncovered number is 1. There are three types of numbers and these numbers are modified in three different ways: • uncovered numbers: subtract minimum uncovered number 1 from all uncovered numbers. • numbers covered by one line: do nothing • numbers covered by two lines: add minimum uncovered number 1 to all numbers covered by two lines. • The modified matrix is shown next.
Assignment Example Modify matrix Line Test 1 0 0 4 1 0 0 4 0 0 4 5 0 0 4 5 0 0 0 0 0 0 0 0 3 1 0 8 3 1 0 8 Location Machines A B C D 1 1 0 0 4 2 0 0 4 5 3 0 0 0 0 4 3 1 0 8 # lines = # rows so at optimal solution Location Machines A B C D 1 10 7 6 11 2 6 4 7 9 3 8 6 5 6 4 9 5 3 12 Total material handling costs = 22
Assignment Example • Explanation on the previous slide: • Another line test is done on the modified matrix. It’s observed that the minimum number of lines = 4 = number of rows. So, the process stops. • Next, a zero assignment is found. See one box on each row and one box one each column. The boxes denote the optimal assignment. • So, locate machine 1 to B, machine 2 to A, machine 3 to D and machine 4 to C. To find the corresponding we have to check with the original cost matrix. The total cost is 7+6+6+3 = 22 hundred dollars per month.
READING AND EXERCISES Lesson 20 Reading: • Section 10.1-10.4 pp. 557-573 (4th Ed.), pp. 535-552 (5th Ed.) Exercises: • 10.1 p. 568, 10.7, p. 573 (4th ED.) • 10.1 p. 547, 10.7, p. 552 (5th ED.)
LESSON 21: LOCATING A SINGLE FACILITYTHE RECTILINEAR DISTANCE PROBLEM Outline • Locating New Facilities • Minimize Weighted Sum of the Rectilinear Distances • Minimize Maximum Rectilinear Distance
Locating New Facilities • In Lessons 15-16, we consider the problem of locating new facilities. For example, consider locating • a facility used by many people: a hospital, a gymnasium, computer center, student center, etc. • emergency facilities: a fire station, police station, etc. • airline hub, utility cables such as phone cables etc. • a radio tower, etc.
Locating New Facilities • Distance is an important consideration in each of these location problems. It’s desirable to locate a facility that’s not too far from the users. Following are the issues: • How the distance will be measured • What importance (weight) will be assigned to various users • Whether the location will be selected on the basis of total (weighted) distance or the maximum distance
Locating New Facilities • First, there are two important types of distance measures. People walks or drives along the streets, possibly by changing directions several times but airplanes and radio signals travel along a straight line without any change of directions. Utility cable are often laid out without changing directions. • For the first type of cases, when directions are changed more often, rectilinear distance measure is more appropriate. On the other hand for the latter case, when the direction is not not changed so often, Euclidean distance measure is more appropriate.
Locating New Facilities • Suppose L(5,5) is the location of the new facility and A(2,1) is location of an user. • Between A and L, the rectilinear distance is given by total length of two broken lines and Euclidean distance by the length of the solid line.
Locating New Facilities • Notations: • X-coordinate of user locationi = ai • Y-coordinate of user location i = bi • Weight assigned to user location i = wi • Location of the proposed facility = (x,y) • For the picture shown on the previous slide, there is only one user location. So, index i can be omitted. We have, • a=2, b=1, x=5, y=5
Locating New Facilities • Rectilinear distance • = distance along the x-axis +distance along the y-axis = |x-a|+|y-b| • = • Euclidean distance
Locating New Facilities • Often different user locations may be assigned a different weight to reflect their relative importance. For the problem of locating a computer center, the weights may be the number potential users. For the problem of locating an airline hub, the weights may be the number of flights per week. • The weights are important because the new facility may be located by minimizing total weighted distance which is a criteria used in locating facilities used by many users, a hospital, an airline hub, etc.
Locating New Facilities • Sometimes, weights are not required because it may be more important to minimize the maximum distance which is a criterion used in locating an emergency facility, a radio tower, etc.
Locating New Facilities • In summary, there are 4 important types of problems • Rectilinear distance • Minimize weighted total (current lesson) • Minimize maximum (current lesson) • Euclidean distance • Minimize weighted total (next lesson) • Minimize maximum (not discussed) • Slide 2 gives application of each type of problems