Chapter 13 Lean Systems
Chapter 13 Lean Systems. APICS Definition of JIT. “A philosophy of manufacturing based on planned elimination of waste & continuous improvement of productivity.” …. APICS Definition of JIT. “The primary elements of just-in-time are to: Have only required inventory when needed,

Chapter 13 Lean Systems
E N D
Presentation Transcript
APICS Definition of JIT “A philosophy of manufacturing based on planned elimination of waste & continuous improvement of productivity.” …...
APICS Definition of JIT “The primary elements of just-in-time are to: • Have only required inventory when needed, • Improve quality to zero defects, • Reduce lead times by reducing setup times, queue lengths, & lot sizes, • Incrementally revise operations themselves, and • Accomplish these things at minimum cost”.
APICS Definition of Lean Manufacturing “A philosophy of production that emphasizes minimization of amount of all resources (including time) used in various activities of enterprise. It involves: • … Identifying & eliminating non-value-adding activities, • … Employing teams of multi-skilled workers, • … Using highly flexible, automated machines”
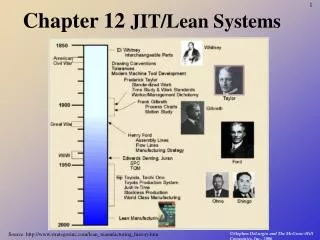
Traditional View of Manufacturing • Key objective was to fully utilize capacity so that more products were produced by fewer workers & machines. • How? With large queues of in-process inventory waiting at work centers. • Workers & machines never had to wait for product to work on, so capacity utilization was high & production costs were low. • Result: products spent most of their time in manufacturing just waiting
JIT Manufacturing Philosophy • Main objective of JIT manufacturing is to reduce manufacturing lead times • This is primarily achieved by drastic reductions in work-in-process (WIP) • The result is a smooth, uninterrupted flow of small lots of products throughout production
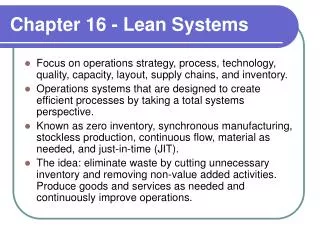
Characteristics of Lean Systems: Just-in-Time • Pull method of materials flow • Consistently high quality • Small lot sizes • Uniform workstation loads • Standardized components and work methods • Close supplier ties • Flexible workforce • Line flows • Automated production • Preventive maintenance
Pull vs. Push System • Push—production of item begins before customer demand • Pull—production of item is triggered by customer demand
Consistently High Quality • Eliminate scrap & rework to achieve uniform product flow • Quality at the source—workers serve as their own quality inspector • Supplier quality must be 3 or better • Stopping assembly line probably means missed deliveries
Small Lot Sizes • As small as possible to eliminate carrying inventory • Small lots cut lead times • Small lots help achieve level workload • But, small lots • Increase setups • Drive shorter setup times
Reducing Inventoriesthrough Setup Time Reduction • Central to JIT is reduction of production lot sizes so inventory levels are reduced • Smaller lot sizes result in more machine setups • More machine setups, if they are lengthy, result in: • Increased production costs • Lost capacity (idle machines during setup) • Answer is: REDUCE MACHINE SETUP TIMES
Uniform Workstation Loads • Same quantity and type products each day • Difficult to impossible in a job shop • Mixed-model assembly • Produce a mix of products in small lots
Working Toward Repetitive Manufacturing • Reduce Setup Times & Lot Sizes to Reduce Inventories • Change Factory Layout to Allow Streamlined Flows • Convert Process-Focused Layout to Cellular Manufacturing (CM) Centers • Install Flexible Manufacturing Systems (FMS) • …..more
Working Toward Repetitive Manufacturing • Standardize Parts Designs • Train Workers for Several Jobs • Implement Preventive Maintenance (PM) Programs • Install Effective Quality Control Programs • Develop an Effective Subcontractor Network
Standardized Components & Work Methods • Productivity tends to increase with increased repetition • Standardization of components reduces raw material inventory requirements
Closer Supplier Ties • Close relationship required • Frequent delivery often directly to the assembly line • Consistently high quality • JIT manufacturers usually seek: • Local suppliers • Reduced inventory in supplier’s warehouse also • Long-term partnerships with suppliers
Flexible Workforce • Workers can perform multiple jobs • Workers rotate to other jobs based on vacations, relieve bottlenecks, or even relieve boredom
Line Flows • Can reduce setups • One worker multiple machines (OWMM) • One worker may follow product through entire manufacturing operation
Automated Production • Important part of JIT • However, for some tasks humans consistently outperform machines
Preventive Maintenance • Scheduled downtime to maintain equipment & reduce unscheduled maintenance • Use skilled technicians to maintain high-tech machines
Changes Required for JIT • JIT requires certain changes to factory & way it is managed: • Stabilize production schedules • Make factories more focused • Increase work center capacities • Improve product quality • Cross-train workers • Reduce equipment breakdowns • Develop long-term supplier relations
Eliminating Waste in Manufacturing • Make only what is needed now. • Reduce waiting by coordinating flows & balancing loads. • Reduce or eliminate material handling & shipping. • Eliminate unneeded production steps. • Reduce setup times & increase production rates. • Eliminate unnecessary human motions. • Eliminate defects & inspection.
People Make JIT Work • JIT has strong element of training & involvement of workers. • Culture of mutual trust & teamwork must be developed. • Attitude of loyalty to team & self-discipline must be developed. • Another crucial element of jit is empowerment of workers, giving them authority to solve production problems.
Elements of JIT Purchasing • Cooperative & long-term relationship between customer & supplier. • Supplier selection based not only on price, but also delivery schedules, product quality, & mutual trust. • Suppliers usually located near factory. • Deliveries directly to production line. • Parts delivered in small, standard-size containers with minimum of paperwork & in exact quantities. • Delivered material is of near-perfect quality.
Benefits of JIT • Inventory levels drastically reduced: • Frees up working capital for other projects • Less space is needed • Customer responsiveness increases • Total product cycle time drops • Product quality is improved • Scrap & rework costs go down • Forces managers to fix problems & eliminate waste .... or it won’t work!
Production Problems Machine Breakdowns Out-of-Spec Materials Workload Imbalances In-Process Inventory Quality Problems Quality Problems Worker Absenteeism Material Shortages Uncovering Production Problems • We Must Lower Water Level!
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory 5 10 15 20 25 30 Time (hours) Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory 5 10 15 20 25 30 Time (hours) Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory Lot size = 50 5 10 15 20 25 30 Time (hours) Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory Lot size = 50 5 10 15 20 25 30 Time (hours) Lot Size and Cycle Inventory
100 – 75 – 50 – 25 – 0 – Average cycle inventory Lot size = 100 On-hand inventory Lot size = 50 5 10 15 20 25 30 Time (hours) Lot Size and Cycle Inventory
Kanban Production Control • At core of JIT manufacturing at Toyota is kanban, an amazingly simple system of planning & controlling production. • Kanban, in Japanese, means card or marquee. • Kanban is means of signaling to upstream workstation that downstream workstation is ready for upstream workstation to produce another batch of parts.
Kanbans & Other Signals • There are two types of kanban cards: • A conveyance card (c-kanban) • A production card (p-kanban) • Signals come in many forms other than cards, including: • An empty crate • An empty designated location on floor
Conveyance Kanban Card Part number to produce: M471-36 Part description: Valve Housing Lot size needed: 40 Container type: RED Crate Card number: 2 of 5 Retrieval storage location: NW53D From work center: 22 To work center: 35 Conveyance Kanban
Production Kanban Card Part number to produce: M471-36 Part description: Valve Housing Lot size needed: 40 Container type: RED crate Card number: 4 of 5 Completed storage location: NW53D From work center: 22 To work center: 35 Materials required: Material no. 744B Storage location: NW48C Part no. B238-5 Storage location: NW47B Production Kanban
P-Kanban & Empty Container C-Kanban & Empty Container In-Process Storage DownstreamWC #2 UpstreamWC #1 Full Container & P-Kanban Full Container & C-Kanban Parts Flow Flow of Kanban Cards & Containers
Containers in a Kanban System • Kanban is a simple idea of replacement of containers of parts, one at a time • Containers are reserved for specific parts, are purposely kept small, & always contain same standard number of parts for each part number • At Toyota containers must not hold more than about 10% of day’s requirements. • There is minimum of two containers for each part number, one at upstream “producing” work center & one at downstream “using” work center
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Single-Card Kanban System Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Empty containers Full containers
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Single-Card Kanban System Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Empty containers Full containers
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Single-Card Kanban System Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Empty containers Full containers
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Single-Card Kanban System Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Empty containers Full containers
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Single-Card Kanban System Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Empty containers Full containers
Assembly line 1 O2 Fabrication cell O3 O1 Assembly line 2 O2 Single-Card Kanban System Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Empty containers Full containers
Assembly line 1 Assembly line 2 Single-Card Kanban System Receiving post Kanban card for product 1 Storage area Kanban card for product 2 Empty containers O2 Fabrication cell O3 O1 Full containers O2
Single-Card Kanban System • Each container must have a card • Assembly always withdraws from fabrication (pull system) • Containers cannot be moved without a kanban • Containers should contain the same number of parts • Only good parts are passed along • Production should not exceed authorization Part Number: 1234567Z Location: Aisle 5 Bin 47 Lot Quantity: 6 Supplier: WS 83 Customer: WS 116 KANBAN
Lean Systems in Services • Consistently high quality • Uniform facility loads • Standardized work methods • Close supplier ties • Flexible workforce • Automation • Preventive maintenance • Pull method of materials flow • Line flows
Operational Benefits • Reduce space requirements • Reduce inventory investment • Reduce lead times • Increase labor productivity • Increase equipment utilization • Reduce paperwork and simple planning systems • Valid priorities for scheduling • Workforce participation • Increase product quality
Implementation Issues • Organizational considerations • Human cost of JIT systems • Cooperation and trust • Reward systems and labor classifications • Process considerations • Inventory and scheduling • MPS stability • Setups • Purchasing and logistics