Construction of electronic systems C.Bohm
180 likes | 274 Vues
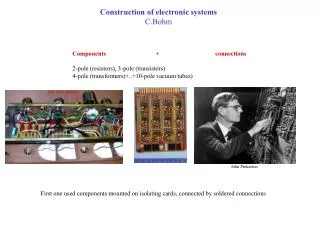
Construction of electronic systems C.Bohm Components + connections 2-pole (resistors), 3-pole (transistors) 4-pole (transformers)+..+10-pole vacuum tubes)

Construction of electronic systems C.Bohm
E N D
Presentation Transcript
Construction of electronic systems C.Bohm Components + connections 2-pole (resistors), 3-pole (transistors) 4-pole (transformers)+..+10-pole vacuum tubes) First one used components mounted on isolating cards, connected by soldered connections John Pinkerton
Increased component density demanded other methods Integrated circuits + single or double sided circuit boards DIL (dual in line) packages wire wrapped circuit boards Hole mounted <30 legs wrapped circuit boards printed circuit boards crossing leads problems with single sided boards (can be solved by jumpers) You can use vias on double sided boards (metal deposited holes usually 0.2-1 mm)
LSI (large) ic-circuits + multi layer boards Large DIL <100 legs many routing layers PGA (pin grid array) better <350 legs
Special power planes supply power to the components Long connections have inductance Active component “Ground bounce” Varying current transport Nearby decoupling capacitors Deliver charges that can supply the current transients They work like energy reservoirs Power plane with low inductance Ground plane with low inductance Ground and power plane have also good shielding properties
Return current Return current Low frequent Signal current High frequent Signal current Minimize resistance Minimize inductance A cut in the ground plane forces the return current to deviate which affects the signal quality A cut in the ground plane can also increase the cross talk between nearby signals
Micro strip Stripline Wide trace and small distance gives a large capacitance – difficult to drive Circuit board materials: FR4 (flame retardent 4) Roger (brand name) high speed Poly imide (Kapton) – flexfoïls Rigid flex = combination FR4-Flex foil
Multi layer boards allows blind and covered vias Surface mounting usually < 10 layers Higher densities trace widths >0.1mm vias > 0.25mm SO PQFP BGA ≤28 legs <400 legs <600 legs >0.5 mm/leg >0.4mm/leg 1.27mm/leg Thru hole Usually <10 layers Trace widths>0.1 mm Isolations distance>0.1 mm Vias>0.25 mm dia blind covered Vias through power planes Via to powerplane Sufficiently large diameter to match The drill tolerance Drop via Thermal via to simplify soldering
micro BGA, CSP <2000 <1mm/leg Difficult to extract the signals between the balls Many layers are needed Alternative: use laser drilled thin micro via layers which supports very thin traces Pictures from elektrotryck.se
Laser drilled vias Pictures from elektrotryck.se
From PCBpro.com Step#1 Film Generation: Generated from your design files, we create an exact film representation of your design. We will create one film per layer. Step#2 Shear Raw Material: Industry standard 0.059" thick, copper clad, two sides. Panels will be sheared to accommodate many boards. Step#3 Drill Holes: Using NC machines and carbide drills. Step#4 Electroless Copper: Apply thin copper deposit in hole barrels.
From PCBpro.com Step#5 Apply Image: Apply photosensitive dryfilm (plate resist) to panel. Use light source and film to expose panel. Develop selected areas from panel. Step#6 Pattern Plate: Electrochemical process to build copper in the holes and on the trace area. Apply tin to surface. Step#7 Strip & Etch: Remove dryfilm, then etch exposed copper. The tin protects the copper circuitry from being etched. Step#8 Solder mask: Apply solder mask area to entire board with the exception of solder pads.
From PCBpro.com Step#9 Solder coat: Apply solder to pads by immersing into tank of solder. Hot air knives level the solder when removed from the tank. Step#10 Nomenclature: Apply white letter marking using screen printing processStep#11 Fabrication: Route the perimeter of the board using NC equipment
PCB manufacture ·PCB laminate about 0.2mm – different types: FR4, Polyimide (Kapton) and Roger ·drill ·electrolytic plating of holes– connect a voltage source to the two sides while in a bath ·add photo resist ·illuminate pattern ·rinse ·etch ·build the layer chemically ·glue several layer ·component print ·lack layer ·test with beds of nails or flying probes
Mounting componentsHole mounting· mount components· wave soldering· testSurface mounting· solder mask· spread solder paste· mount components (with robot)· heat in oven· next side· test
Circuit board data • generate pattern for the different layers – artwork • generate drill files • Control files to milling machine (to separate and shape the boards) • Different layers • Cupper pattern • Component print • Lack layer • Solder mask • Different physical layers (artwork order) • 1 signal_1 pad_1 • 2 power_1 • 3 power_2 • signal_2 pad_2
Start by creating a schematic Decide board size – shape, silkscreen print, mounting holes, placing and routing zones Make sure there is a pattern for each component – pads, holes, vias and component print connect schematic symbols with legs to component pattern with pads package circuit board data – translate schematics with symbols to component pattern and net list place components on the board (side, position, orientation, ref nr) – manual, automatic or combined draw traces in the connection layer (with support from schematics) – manual, automatic or combined – different trace which gives different impedances split ground plane – avoid couplings between analogue and digital parts area fills – fill empty areas with grounded cupper surfaces
Soldering Soldering in solder oven: Temperature profile Solder quality Inferior wetting depend on poor heating or insufficient amount of flux Lead free solder enforced in industry – higher temperatures Conductive glue is sometimes an alternative Double sided mounting difficult OK Not enough solder Insufficient wetting
ESD-protection ESD = Electrostatic Discharge ESD floors (ground conductive floors) ESD shoes (ground feet against floors) ESD wrist band (grounds arm against table top) ESD damage At 50% humidity the human discharges rarely produce more than 2000V At 5% they can easily reach 15000V Inputs are often protected by diodes Burn-in Accelerated aging at elevated temperatures Shaking to provoke cold solder joints Thermal cycling Bath tub curve Failure rate time Burn-in