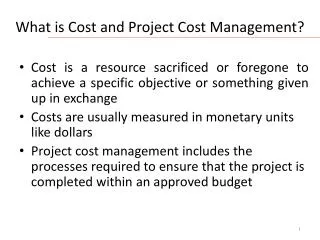
Cost/Benefit Analysis Conducted at Landing Gear Repair Facility
Cost/Benefit Analysis Conducted at Landing Gear Repair Facility. Analysis conducted by Concurrent Technologies Corporation using Environmental Cost Accounting Methodology Tasking by Joint Group on Pollution Prevention. Process Flow for Hard Chrome Plate. Process Flow for HVOF Coating.

Cost/Benefit Analysis Conducted at Landing Gear Repair Facility
E N D
Presentation Transcript
Cost/Benefit AnalysisConducted at Landing GearRepair Facility Analysis conducted by Concurrent Technologies Corporation using Environmental Cost Accounting Methodology Tasking by Joint Group on Pollution Prevention
Data Collection • Site visit conducted to collect data and conduct interviews with plating engineers, plating supervisors, chemists, and other relevant employees • Where available, material usage rates and costs, labor hours, and waste treatment and disposal costs were identified • ESOH costs were also obtained where available, or estimated • Facility overhauls approximately 500 main landing gear (LG) pistons, 250 nose LG pistons and 250 nose LG cylinders annually • Determined that average hard chrome plating thickness for repaired components is 0.010”
Typical Areas on Main Landing Gearfor Transitioning to HVOF Thermal Spray
Main Assumptions Associated WithTransition to HVOF Thermal Spray • If HVOF implemented, two chrome plating tanks and one chrome stripping tank could be shut down • HVOF would be applied to same thickness as chrome • WC/17Co powder costs would be $32 per pound • HVOF spraying rate would be 10 pounds per hour with deposit efficiency of 50% • On average, one HVOF cell could process one LG in 40 minutes • Hourly labor rates per person same for HVOF as for chrome • Approximately 88% of total surface area currently chrome plated could be transitioned to HVOF • Average turn-around-time for LG components coated with HVOF would be approximately five days less than the average for chrome-plated components • CBA does not assume increased lifetime for components
Estimated Annual Operating Cost Avoidance for LG Facility Changing to HVOF Labor $113,540 Materials $ 75,520 Utilities $ 11,390 Waste Disposal $ 2,900 Reduce TAT $ 32,880 TOTAL $236,230 TAT = turnaround time Based on 1250 total components processed per year and 1700 square inches coated