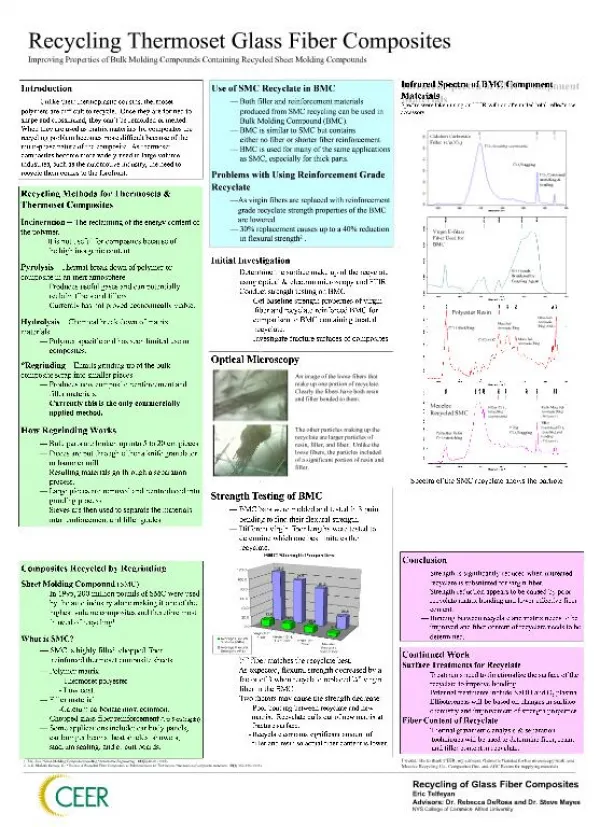
Bulk Molding Compounds, Inc.
Discover the advantages of Bulk Molding Compounds (BMC) for motor bracket applications over die-cast metals. BMC products reduce cycle times and manufacturing costs while providing thermal stability, noise reduction, and significant weight savings. The elimination of secondary machining and tooling costs enhances design freedom, allowing for complex geometries. BMC parts maintain critical tolerances and deliver up to 50% cost savings compared to aluminum. Explore how BMC materials outperform traditional options in automotive and motor applications for superior performance and efficiency.


Bulk Molding Compounds, Inc.
E N D
Presentation Transcript
Bulk Molding Compounds, Inc. ‘Complete Composite Solutions’
BMC vs. Die Cast Metals ADVANTAGES • Reduced Cycle Times / Reduced Manufacturing Cost • Thermal / Dimensional Stability • Noise Reduction • Weight Reduction • Elimination of Costly Secondary Machining Operations • Lower Tooling Costs / Longer Tool Life • Greater Design Freedom • = 30-50% Cost Savings over Die-Cast Metal
Thermal / Dimensional Stability RIGIDITY AT ELEVATED TEMPERATURES BMC Composites vs. Engineering Thermosets
Thermal / Dimensional Stability BMCs offer significant acoustical insulation over metals Automotive valve cover conversion from aluminum to BMC 25% Reduction in Valve-train noise in BMC !
Part Weight Reduction Lower Specific-Gravity with BMC • BMC Polyester : 1.7 – 2.05s.g. • Die-Cast Aluminum : 2.6s.g. • Die-Cast Zinc : 6.9s.g. • Reduction In Assembly / Unit Weight • Lower Raw Material Content $ • Reduction in Shipping Weight / Cost $
No Secondary Machining • BMC Parts molded GATE FREE. No Secondary Gate Removal • No material overflows required for BMC. No secondary trim-die operation required • Critical dimensions / tolerances typically held as-molded. No secondary machining operations required. Package At Press!
Tooling Friendly BMC Polyesters are very “tooling-friendly” offering the following advantages over metals: • 4-5 Times Longer Mold Life • Higher Cavitations • Significantly lower PM & Repair Costs • Allows for use of more complex moving actions (Slides etc.) • Allows for use of manifold systems for material delivery to cavities
Greater Design Freedom • The flow characteristics and related moldability of BMCs allows for the formation of more complex part geometries. • This gives the part designer increased freedom to: • Incorporate the net-shapes required to optimize the part / assembly design • Reduce the number of components through consolidation of parts
Motor Bracket Configurations Commutator End Brackets / End Bells Fan End Brackets Clamshell Motors Motor End Plates “Cup” Style Motor Housings Fan / Diffuser End Caps Brush Plates Brush Cartridge Housings
Commutator End Bracket / End Bell • Integrated Brush Box Features • As-Molded Bearing Bore, Brush Boxes & Field Pads
Fan End Brackets • Integrated Airflow Features • As-Molded Bearing Bore & Field Pads • Mounting Points Suitable for Motor Assembly
Clamshell Motor Housings As-Molded Bearing Bore Advantages in Small Hand-Held Applications Weight Reduction Noise / Vibration Reduction Ground-Path Insulation
Motor End Plates • As-Molded Bearing Bore • Weight Reduction on Large Motor Configurations
“Cup” Style Motor Housings • Reduced Number of Components in Assembly • More Consistent Motor Alignment • As-Molded Bearing Bore, Brush Boxes & Field Pads • Integrated Airflow Features
Fan / Diffuser End Caps * Accommodates the formation of more complex / efficient airflow geometries
Brush Plates / Cartridge Housings Superior Properties over Thermoplastics
BMC Motor Bracket Materials BMC Materials currently supplied into motor bracket applications: BMC 400 BMC 620 BMC 1412 T40-(18) T40-(20) T40-(25) BMCI can custom-formulate materials as-necessary to meet specific applications.
Case Study #1Commutator End Bracket Conversion Aluminum BMC Material Cost / Part: Molding Cost / Part: Secondary Gate Trimming: Secondary Machining: Scrap @ 3% Total Cost / Part: $.14 $.225 - - $.011 $.376 $.19 $.281 $.01 $.035 $.015 $.531 30% SAVINGS
Case Study #2Commutator End Bell Conversion/Redesign Brush Boxes incorporated into BMC part as 1-Piece Design Aluminum BMC Material Cost / Part: Molding Cost / Part: Secondary Gate Trimming: Secondary Machining: Scrap @ 3% Brush Plate (2nd Part): Total Cost / Part: $.133 $.23 - - $.011 - $.374 $.08 $.22 $.01 $.035 $.001 $.217 $.563 34% SAVINGS
Mounting Hardware for BMCs • Self-Tapping Screws • Thread-Cutting Never Thread-Forming • “BT”-Style or “Type-23” Style recommended • High-Low thread preferred • Hole diameter +.002” p/s over root-diameter of screw • Minimum thread engagement 2 ½ X screw diameter • Hole depth 125% to 150% of screw engagement depth • Mounting boss diameter minimum 2X major screw diameter
Design Considerations for BMC • Minimum Recommended Wall Stock .070” • Recommended Nominal Wall Stock .100” - .125” • Minimum draft 1-degree P/S (Excluding Bores & Brush Boxes) • Consistency of Wall stock • Core-out Thick Sections Wherever Possible • Fillet Radii Wherever Possible • “Line-of-Draw Features Wherever Possible
The BMC Advantage • Faster Cycling • Longer Tooling Life • No Costly Secondary Machining • Weight Reduction • Noise Reduction • Dimensional Stability • Design Versatility BMC offers cost savings without sacrifice.